1.本发明涉及
铝、镁合金铸件缺陷处理方法,属于新型工艺方法。
背景技术:
2.随着工业的快速发展及航空航天汽车等领域的减重需求逐渐增大,铝、镁合金的应用约来越广泛,而由于在成型复杂零件领域铸造具有独特的优势,故近些年来,如zm5、zm6、zl101a、zl205a等性能优异、价格较低的铸造有色合金应用越来越广泛。但由于铸造是特殊过程,影响铸件质量的因素错综复杂,最终产品质量难以控制,缺陷易发。合金凝固过程中因补缩不畅或凝固时间长导致的显微疏松缺陷在铝、镁合金铸件上时有发生。
3.目前为了消除铸件的疏松等缺陷,保证产品质量,一般在铸件进行x光或荧光探伤后,对于有疏松或其他缺陷的部位要将缺陷彻底挖除后,再进行补焊修复,若返修不成功则会造成产品报废。
4.铝、镁合金铸件缺陷处理存在的主要问题是:疏松缺陷往往十分微小,打磨时肉眼无法直观分辨,故无法准确将缺陷彻底清除,只有再次借助x光或荧光探伤进行检查,反复送检的产品流转严重影响生产效率;疏松缺陷周围往往基体质量较差,补焊后易产生气孔缺陷;焊接本身亦属特殊过程,在补焊凝固区间大的合金(如zm5合金)时,易产生补焊二次缺陷,成功率无法得到保证。
5.将已投产铸件的缺陷处理掉并修复好,对于保证产品质量,提高铸件合格率,降低生产成本、提高企业效益及利润具有重要意义。
技术实现要素:
6.本发明技术解决的问题是:针对目前铝、镁合金铸件疏松等缺陷处理效果不理想的问题,本发明公开了一种铸件缺陷处理方法,达到缺陷处理合格率高、最终铸件质量优良的目的。
7.本发明的技术方案是:
8.一种铝、镁合金铸件缺陷修复方法,步骤如下:
9.1)利用x光进行无损检测,识别出铸件的缺陷位置,并标记出缺陷位置;
10.2)将铸件缺陷位置处对应的外表面进行打磨处理,并加工出平行凹槽,从而获得处理好的铸件;
11.3)将处理好后的铸件放置于密闭容器内,抽取密闭容器内的空气至真空,并保持一定时间;
12.4)对铸件进行通电处理,直至铸件缺陷位置呈半固态,而后将密闭容器升温加热至设定温度;
13.5)将密闭容器内通入氩气至设定压力,将铸件断电并在高压环境中保持一段时间;
14.6)对密闭容器进行卸压、降温处理,待铸件冷缺,完成缺陷位置的修复处理。
15.可选地,步骤2)所述平行凹槽宽度的取值范围为1
?
1.5mm。
16.可选地,步骤2)所述平行凹槽深度的取值范围为2
?
2.5mm。
17.可选地,步骤2)所述平行凹槽为多排阵列结构,两相邻平行凹槽间距的取值范围为1.5
?
2mm。
18.可选地,所述平行凹槽的区域大于缺陷区域。
19.可选地,步骤3)中抽取密闭容器内的空气直至密闭容器内的压力小于20kpa,步骤3)所述保持一定时间的取值范围为10
?
15min。
20.可选地,步骤4)所述通电处理分两段进行:
21.第一段通电处理的电压取值范围为180
?
210v,电流取值范围为100
?
110a,保持时间的取值范围为7
?
10min;
22.第二段通电处理的电压取值范围为380
?
420v,电流取值范围为180
?
210a,保持时间的取值范围为10
?
13min。
23.可选地,步骤4)所述设定温度的取值范围为360
?
390℃。
24.可选地,步骤5)所述高压环境的取值范围为80mpa
?
120mpa。
25.可选地,步骤5)所述保持一段时间的取值范围为25
?
30min。
26.本发明与现有技术相比的优点在于:
27.1.铸件在密闭容器内首先要经过抽真空,除去容器内以及铸件孔隙内的空气,使容易与合金发生反应的气体尽量排净,且后续在氩气保护下进行处理,可尽量避免铸件氧化反应产生缺陷;
28.2.铸件缺陷位置在半固态状态至固态过程中,无焊丝等物质加入,可保证最终铸件内部质量均一;
29.3.铸件缺陷位置在高压下由半固态至固态转变,组织更致密,保证了产品的内部质量及力学性能;
30.4.通过局部处理的方式使铸件在通电后,仅缺陷位置会发生固态
?
半固态转变,保证了其余无缺陷位置未发生反应,避免了二次缺陷的发生。
附图说明
31.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
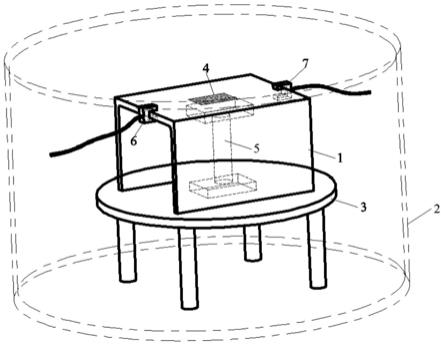
32.图1铸件缺陷处理装置示意图。
[0033]1?“
u型”带缺陷铸件;2
?
密闭容器;3
?
铸件放置台;4
?
铸件缺陷位置;5
?
铸件支撑工装;6
?
电极1;7
?
电极2。
具体实施方式
[0034]
本发明一种铝、镁合金铸件缺陷修复方法,步骤如下:
[0035]
1)利用x光进行无损检测,识别出铸件的缺陷位置,并标记出缺陷位置;
[0036]
2)将铸件缺陷位置处对应的外表面进行打磨处理,并加工出平行凹槽,从而获得处理好的铸件;所述平行凹槽宽度的取值范围为1
?
1.5mm,深度的取值范围为2
?
2.5mm,所述平行凹槽为多排阵列结构,两相邻平行凹槽间距的取值范围为1.5
?
2mm。所述平行凹槽的区
域大于缺陷区域。
[0037]
3)将处理好后的铸件放置于密闭容器内,抽取密闭容器内的空气至真空,并保持一定时间;
[0038]
4)对铸件进行通电处理,直至铸件缺陷位置呈半固态,而后将密闭容器升温加热至设定温度;所述设定温度的取值范围为360
?
390℃。
[0039]
步骤4)所述通电处理分两段进行:
[0040]
第一段通电处理的电压取值范围为180
?
210v,电流取值范围为100
?
110a,保持时间的取值范围为7
?
10min;
[0041]
第二段通电处理的电压取值范围为380
?
420v,电流取值范围为180
?
210a,保持时间的取值范围为10
?
13min。
[0042]
5)将密闭容器内通入氩气至设定压力,将铸件断电并在高压环境中保持一段时间;所述高压环境的取值范围为80mpa
?
120mpa。所述保持一段时间的取值范围为25
?
30min。
[0043]
6)对密闭容器进行卸压、降温处理,待铸件冷缺,完成缺陷位置的修复处理。
[0044]
步骤3)中抽取密闭容器内的空气直至密闭容器内的压力小于20kpa,步骤3)所述保持一定时间的取值范围为10
?
15min。
[0045]
本发明所述方法主要应用于铝、镁合金铸件疏松缺陷的处理,对于其他合金铸件,以及铸件的其他孔洞、气孔等铸造缺陷的消除同样适用。
[0046]
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图1对本发明的具体实施方式做详细的说明。
[0047]
在以下描述中阐述了具体细节以便于充分理解本发明。但是本发明能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广。因此本发明不受下面公开的具体实施方式的限制。
[0048]
一:对“u型”铸件1进行x光无损检测,检测铸件内部质量,并在铸件外表面上将铸件疏松缺陷标记出;
[0049]
二:利用砂纸,将“u型”铸件1的缺陷位置4的外表面清理打磨干净;
[0050]
三:将铸件缺陷位置4的外表面机加工出宽1.2mm,深2.5mm,间距1.5mm的凹槽,凹槽面积覆盖铸件缺陷区域,且上下两个外表面凹槽方向互相垂直;
[0051]
四:将处理好后的铸件“u型”铸件1,放置于可加温加压的密闭容器2内的铸件放置台3上,固定好并在缺陷位置4下方安装好铸件支撑工装5,以防铸件变形,将两个电极6/7分别接在铸件两端;
[0052]
五:抽取密闭容器2内的空气,使容器内气压小于20kpa,保持15min,排净缺陷孔隙内的空气;
[0053]
六:利用两个电极6/7对“u型”铸件1进行通电,通电电压为190v,电流为100a,持续通电10min,而后提高电压电流至400v、200a,保持12min,铸件缺陷处变为半固态;
[0054]
七:对密闭容器2加热,使容器内温度升至375℃,而后向密闭容器2内通入氩气至110mpa;
[0055]
八:切断铸件通电,铸件在375℃、110mpa压力下保持30min后,缺陷位置处变为固态;
[0056]
九:对密闭容器2卸压并降温,取出“u型”铸件1,空冷至室温,铸件缺陷处理完成。
[0057]
本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
[0058]
本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。技术特征:
1.一种铝、镁合金铸件缺陷修复方法,其特征在于,步骤如下:1)利用x光进行无损检测,识别出铸件的缺陷位置,并标记出缺陷位置;2)将铸件缺陷位置处对应的外表面进行打磨处理,并加工出平行凹槽,从而获得处理好的铸件;3)将处理好后的铸件放置于密闭容器内,抽取密闭容器内的空气至真空,并保持一定时间;4)对铸件进行通电处理,直至铸件缺陷位置呈半固态,而后将密闭容器升温加热至设定温度;5)将密闭容器内通入氩气至设定压力,将铸件断电并在高压环境中保持一段时间;6)对密闭容器进行卸压、降温处理,待铸件冷缺,完成缺陷位置的修复处理。2.根据权利要求1所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤2)所述平行凹槽宽度的取值范围为1
?
1.5mm。3.根据权利要求2所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤2)所述平行凹槽深度的取值范围为2
?
2.5mm。4.根据权利要求3所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤2)所述平行凹槽为多排阵列结构,两相邻平行凹槽间距的取值范围为1.5
?
2mm。5.根据权利要求2~4任意一项所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:所述平行凹槽的区域大于缺陷区域。6.根据权利要求5所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤3)中抽取密闭容器内的空气直至密闭容器内的压力小于20kpa,步骤3)所述保持一定时间的取值范围为10
?
15min。7.根据权利要求6所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤4)所述通电处理分两段进行:第一段通电处理的电压取值范围为180
?
210v,电流取值范围为100
?
110a,保持时间的取值范围为7
?
10min;第二段通电处理的电压取值范围为380
?
420v,电流取值范围为180
?
210a,保持时间的取值范围为10
?
13min。8.根据权利要求7所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤4)所述设定温度的取值范围为360
?
390℃。9.根据权利要求8所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤5)所述高压环境的取值范围为80mpa
?
120mpa。10.根据权利要求9所述的一种铝、镁合金铸件缺陷修复方法,其特征在于:步骤5)所述保持一段时间的取值范围为25
?
30min。
技术总结
本发明公开了一种生产中铝、镁合金铸件产生的缺陷修复方法,针对现有铝、镁合金铸件疏松等缺陷补焊效果不良、合格率低的问题。具体为:将铸件缺陷利用X光等探测方法确定出位置,将缺陷处外表面清理打磨干净,并在缺陷处外表面加工出凹槽;而后将铸件置于密闭可加热加压的容器内,抽取空腔内的空气,建立绝对压力小于20KPa的真空环境,保持适当时间;再对铸件在380
技术研发人员:陈加运 秦守益 邹文兵 余国康 何凯 褚杰 张东城
受保护的技术使用者:上海航天精密机械研究所
技术研发日:2021.06.25
技术公布日:2021/11/4
声明:
“铝、镁合金铸件缺陷修复方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 982
编辑:北方有色网
来源:上海航天精密机械研究所
982
编辑:北方有色网
来源:上海航天精密机械研究所



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















