高韧性、高硬度的wc-co硬质合金及其制备方法
技术领域
1.本发明涉及硬质合金的技术领域,尤其涉及高韧性、高硬度的wc-co硬质合金及其制备方法。
背景技术:
2.硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、
有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高
锰钢、工具钢等难加工的材料。
3.金属切削刀具主要包括硬质合金刀具、高速钢刀具和其他刀具(包括陶瓷刀具、超硬刀具等)。其中,硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。硬质合金刀具在发达国家已占刀具类型的主导地位,比重高达70%。而高速钢刀具却正以每年1%~2%的速度缩减,所占比例已降至30%以下。
4.近几年我国切削刀具的产值结构发生着持续的变化,综合性能更优越的硬质合金刀具市场占比正在不断提高。硬质合金刀具是参与数字化制造的主导刀具,硬质合金刀具市场规模增长与我国机床装备数控化升级的宏观背景相关,未来随着我国制造业持续升级,硬质合金刀具的规模占比有望进一步提升,中国刀具企业通过不断地学习和战略规划,已经在市场上占据了半壁江山。
5.传统企业生产的硬质合金切削刀片,车削行业中,用于粗车加工的刀具进刀量大,要求车削快速,刀具需要具备良好的强度与韧性,多采用中颗粒碳化钨;重力切削硬质合金刀具采用中、粗颗粒碳化钨做原料;精车加工中,精车加工刀具要有高的硬度和高温硬度,又要有足够的断裂韧性多采用超细、亚细、细颗粒碳化钨。
6.然而,现有技术中为提高硬质合金的韧性,通常采用以下两种方案,一是增加
钴co的含量,二是采用中粗颗粒的碳化钨粉末,这两种方案均会导致硬质合金的硬度降低;再者,在粗车加工、精车加工往往使用不同的材质的刀具,不具备经济性,对碳化钨资源也是一种浪费,不符合国家推行的宏观经济政策。
技术实现要素:
7.本发明的第一个目的是提供一种高韧性、高硬度的wc-co硬质合金。
8.本发明的第二个目的是提供所述wc-co硬质合金的制备方法。
9.为实现本发明的第一个目的,采取如下技术方案:
10.高韧性、高硬度的wc-co硬质合金,按质量百分比计,所述wc-co硬质合金包括以下组分:
11.铼re:0.1-2.5%;碳化铬cr3c2:0.1%-2.0%;碳化钒vc:0%-0.5%;钴co:8.0%-15.0%;余量为碳化钨wc。
12.优选的,按质量百分比计,所述wc-co硬质合金包括以下组分:
13.re:0.5%;cr3c2:1.0%;vc:0.1%;co:11.0%;wc:87.4%。
14.优选的,所述wc的粒径为0.6μm。
15.在本发明中,添加了铼re作为wc-co硬质合金的组分之一,铼re可增加钨钴颗粒粘性,有效提高烧结后合金的硬度与断裂韧性。
16.为实现本发明的第二个目的,采取如下技术方案:
17.高韧性、高硬度的wc-co硬质合金的制备方法,所述制备方法包括以下步骤:
18.第一步:按组分称取wc、co、cr3c2、vc、re并混合均匀,得物料;
19.第二步:将所述物料加入加料斗内,再将所述加料斗内的所述物料倒入装有球磨介质的搅拌球磨机中,球磨得到粉末混合液;
20.第三步:将所述粉末混合液通过搅拌球磨机
隔膜泵打至震动湿筛机过湿筛,过湿筛筛网,得混合料液体;
21.第四步:将所述混合料液体干燥,得wc混合料粉末;
22.第五步:将所述wc混合料粉末挤压或模压,得到压坯;
23.第六步:将所述压坯放入通入氢气的真空烧结炉中烧结并进行还原脱胶,得wc-co硬质合金成品。
24.优选的,所述球磨介质为工业乙醇。
25.优选的,所述球磨时间为6-10h。
26.优选的,所述第四步的步骤为:将所述混合料液体直接打进z型干燥器进行干燥,得混合料,将所述混合料进行超声波震动筛选,得wc混合料粉末。
27.优选的,所述第四步的步骤为:将所述混合料液体直接打进喷雾干燥料桶内并向所述喷雾干燥料桶内加入石蜡,进行喷雾干燥,得wc混合料粉末。
28.在本发明中,可用两种干燥方法对混合料液体进行干燥,即将所述混合料液体直接打进z型干燥器中干燥或直接打进喷雾干燥料桶中进行喷雾干燥。
29.优选的,所述石蜡的添加量为所述混合料液体重量的1-3%。
30.优选的,所述第六步的步骤为:所述第六步的步骤为:将所述压坯放入已通入氢气的真空烧结炉中烧结并在所述真空烧结炉的温度为400-800℃的条件下进行还原脱胶,脱胶完成后向所述真空烧结炉中通入氩气,再在所述真空烧结炉内的压力为5-10mpa、烧结温度为1400-1450℃的条件下维持烧结状态1-4h,得wc-co硬质合金成品。
31.本发明的有益效果:
32.(1)本发明技术方案通过掺杂
稀有金属铼re,能够使钨的再结晶起始温度升高300~500℃,同时金属铼re能抑制碳化钨晶粒长大,制备的碳化钨合金具有良好的高硬度和高断裂塑性,得到一种粗精加工一体的新型钴硬质合金。
33.(2)本发明在不改变传统细晶碳化钨钴硬质合金制备工艺,通过添加金属铼re,使细晶碳化钨与
钴粉末之间的粘结性提高,烧结中降低碳化钨在钴中的溶解析出,最终得到的钨钴合金具有良好的硬度度和韧性。
附图说明
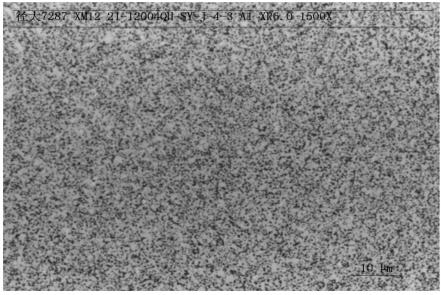
34.图1:对比例一的细晶碳化钨硬质合金金相图。
35.图2:实施例一的wc-co硬质合金金相图。
36.图3:实施例二的wc-co硬质合金金相图。
具体实施方式
37.通过下面给出的本发明的具体实施例可以进一步清楚地了解本发明,但它们不是对本发明的限定。
38.对比例一
39.未添加金属铼re的wc-co硬质合金
40.按质量百分比计,未添加金属铼re的硬质合金包括以下组分
41.cr3c2:1.0%;vc:0.1%;co:11.0%;wc:87.9%,平均粒度0.6um,质量总和100%。
42.第一步:按组分称取wc、co、cr3c2、vc并混合均匀,得物料;
43.第二步:将物料加入加料斗内,再将加料斗内的物料倒入装有工业乙醇的搅拌球磨机中,球磨6-10h后得到粉末混合液;
44.第三步:将粉末混合液通过搅拌球磨机隔膜泵打至震动湿筛机过400目湿筛筛网,得混合料液体;
45.第四步:将混合料液体进行干燥,干燥后加添加成型剂进行掺胶,得wc混合料粉末;
46.第五步:将wc混合料粉末通过柱塞式
挤压机挤压成型,得到压坯;
47.第六步:将压坯放入已通入氢气的真空烧结炉中烧结并在真空烧结炉的温度为400-800℃的条件下进行还原脱胶,脱胶完成后向真空烧结炉中通入氩气,再在真空烧结炉内的压力为5-10mpa、烧结温度为1400-1450℃的条件下维持烧结状态1-4h,得wc-co硬质合金成品。
48.本对比例一所得的wc-co硬质合金成品为细晶碳化钨硬质合金,其检测结果如表1所示,根据图1的结果可知细晶碳化钨硬质合金有晶粒粗大现象产生。
49.实施例一
50.高韧性、高硬度的wc-co硬质合金,按质量百分比计,所述wc-co硬质合金包括以下组分:
51.re:0.5%;cr3c2:1.0%;vc:0.1%;co:11.0%;wc:87.4%,wc的粒径为0.6μm。
52.高韧性、高硬度的wc-co硬质合金的制备方法,所述制备方法包括以下步骤:
53.第一步:按组分称取wc、co、cr3c2、vc、re并混合均匀,得物料;
54.第二步:将物料加入加料斗内,再将加料斗内的物料倒入装有工业乙醇的搅拌球磨机中,球磨6-10h后得到粉末混合液;
55.第三步:将粉末混合液通过搅拌球磨机隔膜泵打至震动湿筛机过400目湿筛筛网,得混合料液体;
56.第四步:将混合料液体直接打进z型干燥器进行干燥,得混合料,将混合料进行超声波震动筛选,得wc混合料粉末;
57.第五步:将wc混合料粉末通过柱塞式挤压机挤压成型,得到压坯;
58.第六步:将压坯放入已通入氢气的真空烧结炉中烧结并在真空烧结炉的温度为400-800℃的条件下进行还原脱胶,脱胶完成后向真空烧结炉中通入氩气,再在真空烧结炉内的压力为5-10mpa、烧结温度为1400-1450℃的条件下维持烧结状态1-4h,得wc-co硬质合金成品。
59.本实施例一的wc-co硬质合金成品的检测结果如表1所示,根据图2的结果可知本
实施例一的wc-co硬质合金成品的晶粒粗细均匀,无明显长大现象。
60.实施例二
61.高韧性、高硬度的wc-co硬质合金,按质量百分比计,所述wc-co硬质合金包括以下组分:
62.re:0.5%;cr3c2:1%;vc:0.1%;co:10%;wc:88.4%,wc的粒径为0.6μm。
63.高韧性、高硬度的wc-co硬质合金的制备方法,所述制备方法包括以下步骤:
64.第一步:按组分称取wc、co、cr3c2、vc、re并混合均匀,得物料;
65.第二步:将物料加入加料斗内,再将加料斗内的物料倒入装有工业乙醇的搅拌球磨机中,球磨6-10h后得到粉末混合液;
66.第三步:将粉末混合液通过搅拌球磨机隔膜泵打至震动湿筛机过湿筛,过湿筛筛网,得混合料液体;
67.第四步:将混合料液体直接打进喷雾干燥料桶内并向喷雾干燥料桶内加入添加量为混合料液体重量的1-3%的石蜡,进行喷雾干燥,得wc混合料粉末。
68.第五步:将wc混合料粉末加入自动粉末压机中模压,得到压坯;
69.第六步:将压坯放入已通入氢气的真空烧结炉中烧结并在真空烧结炉的温度为400-800℃的条件下进行还原脱胶,脱胶完成后向真空烧结炉中通入氩气,再在真空烧结炉内的压力为5-10mpa、烧结温度为1400-1450℃的条件下维持烧结状态1-4h,得wc-co硬质合金成品。
70.本实施例二的wc-co硬质合金成品的检测结果如表1所示,根据图3的结果可知本实施例二的wc-co硬质合金成品的晶粒粗细均匀,无明显长大现象。
71.表1对比例一、实施例一和实施例二的检测结果
[0072][0073]
对比例一:未添加金属re。
[0074]
实施例一和实施例二:均添加金属re。
[0075]
从图1、图2、图3和表1的检测结果可看出,添加了金属re的碳化钨样品,硬度,断裂韧性明显比无添加re硬质合金高,同时晶粒粗细均匀,无明显晶粒长大现象,有较高的硬度的同时,又有足够的断裂韧性。
[0076]
以上所述仅是本发明的实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。技术特征:
1.高韧性、高硬度的wc-co硬质合金,其特征在于,按质量百分比计,所述wc-co硬质合金包括以下组分:re:0.1-2.5%;cr3c2:0.1%-2.0%;vc:0%-0.5%;co:8.0%-15.0%;余量为wc。2.根据权利要求1所述的高韧性、高硬度的wc-co硬质合金,其特征在于,按质量百分比计,所述wc-co硬质合金包括以下组分:re:0.5%;cr3c2:1.0%;vc:0.1%;co:11.0%;wc:87.4%。3.根据权利要求2所述的高韧性、高硬度的wc-co硬质合金,其特征在于,所述wc的粒径为0.6μm。4.权利要求1-3任一项所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述制备方法包括以下步骤:第一步:按组分称取wc、co、cr3c2、vc、re并混合均匀,得物料;第二步:将所述物料倒入装有球磨介质的搅拌球磨机中,球磨得到粉末混合液;第三步:将所述粉末混合液通过搅拌球磨机隔膜泵打至震动湿筛机过湿筛,过湿筛筛网,得混合料液体;第四步:将所述混合料液体干燥,得wc混合料粉末;第五步:将所述wc混合料粉末挤压或模压,得到压坯;第六步:将所述压坯放入通入氢气的真空烧结炉中烧结并进行还原脱胶,得wc-co硬质合金成品。5.根据权利要求4所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述球磨介质为工业乙醇。6.根据权利要求5所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述球磨时间为6-10h。7.根据权利要求4所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述第四步的步骤为:将所述混合料液体直接打进z型干燥器进行干燥,得混合料,将所述混合料进行超声波震动筛选,得wc混合料粉末。8.根据权利要求4所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述第四步的步骤为:将所述混合料液体直接打进喷雾干燥料桶内并向所述喷雾干燥料桶内加入石蜡,进行喷雾干燥,得wc混合料粉末。9.根据权利要求8所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述石蜡的添加量为所述混合料液体重量的1-3%。10.根据权利要求4所述的高韧性、高硬度的wc-co硬质合金的制备方法,其特征在于,所述第六步的步骤为:将所述压坯放入已通入氢气的真空烧结炉中烧结并在所述真空烧结炉的温度为400-800℃的条件下进行还原脱胶,脱胶完成后向所述真空烧结炉中通入氩气,再在所述真空烧结炉内的压力为5-10mpa、烧结温度为1400-1450℃的条件下维持烧结状态1-4h,得wc-co硬质合金成品。
技术总结
本发明公开了一种高韧性、高硬度的WC-Co硬质合金及其制备方法,按质量百分比计,WC-Co硬质合金包括以下组分:Re:0.1~2.5%;Cr3C2:0.1~2.0%;VC:0~0.5%;Co:8.0~15.0%;余量为WC。WC-Co硬质合金的制备方法包括以下步骤:(1)按组分称取WC、Co、Cr3C2、VC、Re并混合均匀,得物料;(2)将物料球磨得到粉末混合液;(3)将粉末混合液隔膜泵打至震动湿筛机过湿筛,得混合料液体;(4)将混合料液体干燥得WC混合料粉末;(5)将WC混合料粉末挤压或模压得压坯;(6)将压坯放入通入氢气的真空烧结炉中烧结并还原脱胶,得WC-Co硬质合金成品。本发明材料的组成简单,通过添加掺杂稀有金属铼Re,增加钨钴颗粒粘性,可有效提高烧结后合金的硬度与断裂韧性。裂韧性。裂韧性。
技术研发人员:邱树钊 黄华荣 翁泽鹏 陈琳 戴湘平 郭兵兵 陈伟东
受保护的技术使用者:广东翔鹭钨业股份有限公司
技术研发日:2022.04.21
技术公布日:2022/8/30
声明:
“高韧性、高硬度的WC-Co硬质合金及其制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1286
编辑:北方有色网
来源:广东翔鹭钨业股份有限公司
1286
编辑:北方有色网
来源:广东翔鹭钨业股份有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















