1.本发明属于钎焊材料技术领域,特别涉及一种球形钛锆基钎料的研磨装置及制备方法。
背景技术:
2.钛及钛合金被广泛应用于航空、航天、船舶、化工、冶金等领域。用于钛及钛合金钎焊的钎料可分为银基、钯基、
铝基、钛基或钛锆基,其中,钛基或钛锆基钎被认为是目前钎焊钛及钛合金最佳的钎料。
3.钛基或钛锆基钎料很难加工成片状和丝状,通常以粉末使用。
4.目前钛锆基钎料粉末的制备方法主要有球磨破碎法和雾化法。球磨破碎法效率低,成本高,是一种适于少量制备小粒径钛锆基焊粉的制备方法。雾化法制备的钛锆基粉球形度、松比较好,但粒度分布范围宽,存在卫星粉和空心粉,成本较高。
5.目前采用的圆锥偏心破碎方法主要用于矿料和石料等简单的级别破碎,破碎出的物料尺寸其粒度范围宽且不可控。
技术实现要素:
6.本发明的目的是解决目前制备技术存在的不足,提供一种通过破碎、研磨方法制备球形钛锆基钎料的方法,该方法操作简单,且成本低,可实现不同粒径的近球形钛锆基焊料的制备。
7.为实现上述目的,本发明采用如下技术方案:
8.一种球形钛锆基钎料的研磨装置,包括:圆锥破碎底座、套装在所述圆锥破碎底座内的圆锥偏心破碎辊,所述圆锥破碎底座的顶部设置有进料斗,在所述进料斗的顶部设置有进料斗盖板,在进料斗的侧面设置有用于在破碎研磨时需要注入保护气体或者液体的管道口,所述圆锥偏心破碎辊固定连接有传动轴,该传动轴下端转动连接在支撑座上,由电机驱动,所述圆锥破碎座的下底部设置有固定法兰,在该固定法兰上均匀设置有多个与固定支撑座呈支撑状固定连接的调距螺栓,该调距螺栓贯通固定支撑座并于其上下处各设置一个紧固螺母;所述圆锥偏心破碎辊呈草帽形,其外锥面与所述圆锥破碎底座构成破碎区;所述圆锥偏心破碎辊的靠近所述固定法兰处设置有与所述固定法兰间隙配合的外延研磨带,所述固定法兰与外延研磨带间隙配合形成研磨区,该外延研磨带位于所述多个调距螺栓形成的区间内,所述电机通过传动轴带动圆锥偏心破碎辊转动,实现对物料的破碎和研磨。
9.进一步地,所述研磨区的宽度为15~25mm;其上下间距为0.03~3.0mm,该间距可通过调距螺栓和螺母进行调节。
10.进一步地,所述研磨区的内侧的圆锥破碎座下底部与破碎辊上底部接合处向上形成一倾角,便于待研磨的钎料颗粒进入研磨区,其角度范围为3~10
°
。
11.进一步地,所述传动轴嵌入圆锥偏心破碎辊内并通过所设置的键销固定。
12.一种球形钛锆基钎料的制备方法,包括以下步骤:
13.(1)按照钎料成分配比称料,将原料放入电弧熔炼炉内熔炼成均匀的坯锭;
14.(2)将坯锭放入充有氩气保护气氛或灌装无水乙醇的圆锥破碎腔内,坯锭在圆锥偏心破碎辊的挤压、搅动作用和钎料自身重力作用下,被破碎成小颗粒焊料;
15.(3)小颗粒钎料到达破碎腔底部后,在破碎辊的挤压、搅动作用下向研磨区滚动,被进一步破碎、研磨,直至钎料尺寸小于控制尺寸后方可通过出料口进入选筛机,最终筛分出合适规格的钎料。
16.步骤(1)所述熔炼气氛为氩气100~300pa,熔炼电流95~140a,每次熔炼搅拌时间10~25s,原料完全熔化后重熔两次以上,所得坯锭直径≤60mm。
17.步骤(2)所述圆锥底座内侧最大直径200~250mm。
18.步骤(2)所述圆锥偏心破碎辊为草帽形,圆锥破碎座下底部与破碎辊上底部工作区域为研磨区,研磨区宽度15~25mm,研磨区上下间距0.03~3.0mm,可通过调距螺栓调节。
19.步骤(3)所述
破碎机研磨区内侧的圆锥破碎座下底部与破碎辊上底部成3~10
°
,便于钎料颗粒进入研磨区。
20.步骤(2)或步骤(3)所述偏心破碎辊转速控制在120~360r/min。
21.综上,与现有技术相比,本发明具有如下有益效果:
22.本发明所述的焊料粒径取决于研磨区上下最小间距,通过调距螺栓调节间距实现钎料粒径的可控,并且可根据钎料成分调节偏心破碎辊转速,促使颗粒长短径相近,改善钎料球形度
23.本发明的方法可制备不同粒径的钛锆基钎料,钎料球形度好,且操作简单,制备流程短,适合钛锆基钎料的生产和使用需求。
24.本发明的方法除了制备上述钛锆基钎料外,还可以制备其它的脆性钎料。
附图说明
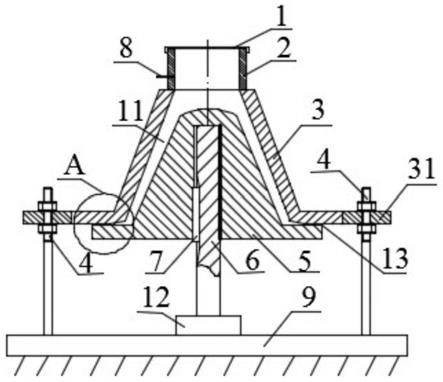
25.图1为圆锥破碎研磨装置的结构示意图。
26.图2为图1中的研磨区的放大图。
27.图中:1
?
进料斗盖板,2
?
进料斗,3
?
圆锥破碎底座,31
?
固定法兰,4
?
调距螺栓,5
?
圆锥偏心破碎辊,51
?
外延研磨带,6
?
传动轴,7
?
键销,8
?
进氩气/无水乙醇管,9
?
固定支撑座,10
?
研磨区,11
?
破碎区,12
?
传动轴支撑座,13
?
出料口。
28.图3为实施例3制备的钛锆基钎料粉末的扫描电镜照片,整体放大倍数310x,局部放大倍数2650x。
具体实施方式
29.以下结合附图及实施例详述本发明,然而以下实施例是对本发明的解释而并不局限于以下实施例。本领域技术人员基于本发明范围加以若干变化而无创新性劳动下所获得的所有其它实施例,均匀属于本发明保护的范围。
30.如图1和图2,一种球形钛锆基钎料的研磨装置,包括:圆锥破碎底座3、套装在所述圆锥破碎底座3内的圆锥偏心破碎辊5,所述圆锥破碎底座3的顶部设置有进料斗2,在所述进料斗2的顶部设置有进料斗盖板1,在进料斗2的侧面设置有用于在破碎研磨时需要注入保护气体或者液体的管道口8,所述圆锥偏心破碎辊5固定连接有传动轴6,该传动轴6转动
连接在支撑座12上,由电机驱动,所述圆锥破碎座3的下底部设置有固定法兰31,在该固定法兰31上均匀设置有多个与固定支撑座9呈支撑状固定连接的调距螺栓4,该调距螺栓4贯通固定支撑座9并于其上下处各设置一个紧固螺母;所述圆锥偏心破碎辊5呈草帽形,其靠近锥底处与所述圆锥破碎底座3构成破碎区11;所述圆锥偏心破碎辊5的靠近所述固定法兰31处设置有与所述固定法兰31间隙配合的外延研磨带51,所述固定法兰31与外延研磨带51间隙配合形成研磨区10,该外延研磨带51位于所述多个调距螺栓4形成的区间内,所述电机通过传动轴6带动圆锥偏心破碎辊5转动,实现对物料的破碎和研磨。
31.进一步地,所述研磨区10的宽度为15~25mm;其上下间距为0.03~3.0mm,该间距可通过调距螺栓4和螺母进行调节。
32.进一步地,所述研磨区10的内侧的圆锥破碎座下底部与破碎辊上底部接合处向上形成一倾角,便于待研磨的钎料颗粒进入研磨区,其角度范围为3~10
°
。
33.进一步地,所述传动轴6嵌入圆锥偏心破碎辊5内并通过所设置的键销7固定。
34.所述制备方法包括以下步骤:
35.(1)按照钎料成分配比称料,将原料放入电弧熔炼炉内熔炼成均匀的坯锭;
36.(2)将坯锭放入充有氩气保护气氛或灌装无水乙醇的圆锥破碎腔内,坯锭在圆锥偏心破碎辊的挤压、搅动作用和钎料自身重力作用下,被破碎成小颗粒钎料;
37.(3)小颗粒钎料到达破碎腔底部后,在破碎辊的挤压、搅动作用下向研磨区滚动,被进一步破碎、研磨,直至钎料尺寸小于控制尺寸后方可通过出料口13进入选筛机,最终筛分出合适规格的钎料。
38.下面结合实施例对本发明进一步说明:
39.实施例1:制备
?
10~+18目(2.0~1.0mm)的ti57zr13cu21ni9钎料颗粒。
40.(1)按照ti:zr:cu:ni=57:13:21:9(质量分数比)称取原料,上述原料纯度均≥99.95%,将原料放入电弧熔炼炉水冷
铜模坩埚内,氩气气氛200pa,调节电流110a,每次熔炼搅拌时间16s,原料完全熔化后重熔4次,得到φ60mm的圆饼形坯锭;
41.(2)调节研磨区上下最小间距2.0mm,圆锥偏心破碎辊转速120r/min,圆锥破碎腔内环境氧含量控制在600ppm以下,将坯锭放入充有氩气保护气氛的圆锥破碎腔内,坯锭在圆锥偏心破碎辊的挤压、搅动等作用下被破碎成小颗粒钎料,粒径小于2.0mm的焊料通过出料口进入选筛机,筛分出
?
10~+18目的钎料颗粒,颗粒近球形,填孔堵缝时流淌性良好。
42.实施例2:制备
?
140目(≤0.109mm)的ti35zr35cu15ni15钎料粉末。
43.(1)按照ti:zr:cu:ni=35:35:15:15(质量分数比)称取原料,上述原料纯度均≥99.95%,将原料放入电弧熔炼炉水冷铜模坩埚内,氩气气氛200pa,调节电流110a,每次熔炼搅拌时间16s,原料完全熔化后重熔4次,得到φ60mm的圆饼形坯锭;
44.(2)调节研磨区上下最小间距0.1mm,圆锥偏心破碎辊转速300r/min,圆锥破碎腔内环境氧含量控制在600ppm以下,将坯锭放入充有氩气保护气氛的圆锥破碎腔内,坯锭在圆锥偏心破碎辊的挤压、搅动等作用下被破碎成小颗粒钎料;
45.(3)小颗粒焊料到达破碎腔底部后,在破碎辊的挤压、搅动作用下向研磨区滚动,被进一步破碎、研磨,粒径小于0.1mm的钎料通过出料口进入选筛机,筛分出
?
140目的钎料粉末,粉末近球形,流淌性好。
46.实施例3:制备
?
200目(≤0.074mm)的ti27.5zr37.5cu15ni10钎料粉末。
47.(1)按照ti:zr:cu:ni=27.5:37.5:15:10(质量分数比)称取原料,上述原料纯度均≥99.95%,将原料放入电弧熔炼炉水冷铜模坩埚内,氩气气氛200pa,调节电流100a,每次熔炼搅拌时间16s,原料完全熔化后重熔4次,得到φ60mm的圆饼形坯锭;
48.(2)调节研磨区上下最小间距0.07mm,圆锥偏心破碎辊转速360r/min,圆锥破碎腔内灌装无水乙醇,将坯锭放入圆锥破碎腔内,坯锭在圆锥偏心破碎辊的挤压、搅动等作用下被破碎成小颗粒钎料;
49.小颗粒钎料到达破碎腔底部后,在破碎辊的挤压、搅动作用下向研磨区滚动,被进一步破碎、研磨,粒径小于0.07mm的钎料从出料口出来,收集并晾干,用选筛机筛分出
?
200目的钎料粉末,粉末近球形,流淌性好。技术特征:
1.一种球形钛锆基钎料的研磨装置,其特征在于,该装置包括:圆锥破碎底座(3)、套装在所述圆锥破碎底座(3)内的圆锥偏心破碎辊(5),所述圆锥破碎底座(3)的顶部设置有进料斗(2),在所述进料斗(2)的顶部设置有进料斗盖板(1),在进料斗(2)的侧面设置有用于在破碎研磨时需要注入保护气体或者液体的管道口(8),所述圆锥偏心破碎辊(5)固定连接有传动轴(6),该传动轴(6)转动连接在支撑座(12)上,由电机驱动,所述圆锥破碎座(3)的下底部设置有固定法兰(31),在该固定法兰(31)上均匀设置有多个与固定支撑座(9)呈支撑状固定连接的调距螺栓(4),该调距螺栓(4)贯通固定支撑座(9)并于其上下处各设置一个紧固螺母;所述圆锥偏心破碎辊(5)呈草帽形,其外锥面与所述圆锥破碎底座(3)构成破碎区(11);所述圆锥偏心破碎辊(5)的靠近所述固定法兰(31)处设置有与所述固定法兰(31)间隙配合的外延研磨带(51),所述固定法兰(31)与外延研磨带(51)间隙配合形成研磨区(10),该外延研磨带(51)位于所述多个调距螺栓(4)形成的区间内,所述电机通过传动轴(6)带动圆锥偏心破碎辊(5)转动,实现对物料的破碎和研磨。2.根据权利要求1所述的研磨装置,其特征在于,所述研磨区(10)的宽度为15~25mm。3.根据权利要求2所述的研磨装置,其特征在于,所述研磨区(10)的上下间距通过调距螺栓(4)和螺母进行调节,该间距范围为0.03~3.0mm。4.根据权利要求3所述的研磨装置,其特征在于,所述研磨区(10)的内侧的圆锥破碎座下底部与破碎辊上底部接合处向上形成一便于待研磨的钎料颗粒进入研磨区的倾角,该倾角的范围为3~10
°
。5.根据权利要求4所述的研磨装置,其特征在于,所述圆锥破碎底座(3)内侧的最大直径为200~250mm。6.一种球形钛锆基钎料的可控制备方法,其特征在于,采用如权利要求5所述的球形钛锆基钎料的研磨装置,包括以下步骤:s1按照钎料成分配比称料,将原料放入电弧熔炼炉内熔炼成均匀的坯锭;s2将坯锭放入充有氩气保护气氛或灌装无水乙醇的进料斗(2)内,坯锭在圆锥偏心破碎辊(5)的挤压、搅动作用和钎料自身重力作用下,被破碎成小颗粒焊料;s3小颗粒钎料到达破碎区(11)底部后,在破碎辊的挤压、搅动作用下向研磨区(10)滚动,被进一步破碎、研磨,直至钎料尺寸小于控制尺寸后方可通过出料口(13)进入选筛机,最终筛分出合适规格的钎料。7.根据权利要求6所述的制备方法,其特征在于,所述熔炼气氛为氩气100~300pa,熔炼电流95~140a,每次熔炼搅拌时间10~25s,原料完全熔化后重熔两次以上,所得坯锭直径≤60mm。8.根据权利要求6所述的制备方法,其特征在于,所述圆锥偏心破碎辊(5)转速控制在120~360r/min。9.根据权利要求6至8任一项所述的制备方法,其特征在于,所述钛锆基为ti57zr13cu21ni9、ti35zr35cu15ni15或ti27.5zr37.5cu15ni10。
技术总结
本发明涉及一种球形钛锆基钎料的研磨装置及制备方法,该方法利用球形钛锆基钎料的研磨装置,通过破碎、研磨方法实现球形钛锆基钎料的制备,方法包括:1)按照钎料成分配比并放入电弧熔炼炉内熔炼成均匀的坯锭;2)将坯锭放入进料斗内,坯锭在圆锥偏心破碎辊的挤压、搅动作用和钎料自身重力作用下,被破碎成小颗粒钎料;3)小颗粒钎料到达破碎腔底部后,在破碎辊的挤压、搅动作用下向研磨区滚动,被进一步破碎、研磨,直至钎料尺寸小于控制尺寸后通过出料口进入选筛机,最终筛分出合适规格的钎料。所述方法可通过调距螺栓调节研磨区最小间距实现钎料粒径的可控,所制得的钛锆基钎料球形度良好;与雾化法或球磨法相比,操作简单,成本低。本低。本低。
技术研发人员:赵上强 谢明 方继恒 陈永泰 张巧 毕亚男
受保护的技术使用者:昆明贵研
新材料科技有限公司
技术研发日:2021.08.16
技术公布日:2021/12/10
声明:
“球形钛锆基钎料的研磨装置及制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1471
编辑:北方有色网
来源:昆明贵研新材料科技有限公司
1471
编辑:北方有色网
来源:昆明贵研新材料科技有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















