1.本发明属于
粉末冶金领域,涉及一种硬质合金材料及其制备方法,以及其用途,更具体而言,涉及一种光学模具用硬质合金材料及其制备方法,以及由其制备的光学模具。
背景技术:
2.非球面光学元件应用于军用激光装置、热成像装置、微光夜视头盔、红外扫描装置、数码相机、照相手机、车用摄像装置、显微及望远镜以及数码摄像镜头等光学器件。非球面玻璃基光学元件的大批量生产主要依靠精密玻璃模压技术。为了达到非球面玻璃镜片的高质量要求,需要光学模具材料具有高硬度、高强度、高密度、良好的耐热冲击性能以及优异的加工性能等,碳化钨(wc)基硬质合金材料因其硬度高、强度大、熔点高、耐磨耐压性能优异且化学稳定性好等优势成为目前制造光学模具最理想的材料。而传统的硬质合金材料为了降低烧结温度、提高材料强度在wc基体中添加了一定量的
钴(co)、
镍(ni)、铁(fe)等金属作为粘结剂,但同时粘结剂的加入降低了材料整体的耐磨性和耐腐蚀性,在作为光学模具使用过程中会对镜片造成不良影响且寿命大幅降低。
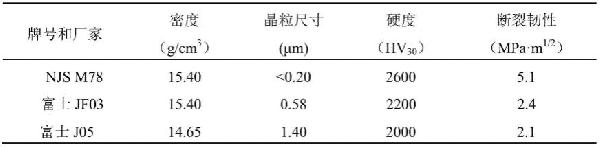
3.目前国内高端光学模具材料仍依靠进口,主要是日本njs(牌号m78)和日本富士(牌号jf03和牌号j05)的材料,其性能如下表所示。其中m78材料中,因为未添加钴等烧结助剂,而具有更高的硬度和更细的晶粒度而被认为是目前理想的光学模具材料。但仍然存在密度偏低、断裂韧性小、成本高等问题。
4.表1:进口高端光学模具材料性能一览表
[0005][0006]
上述均为进口产品,价格高昂,供货周期长,并且性能有待进一步提升。
技术实现要素:
[0007]
本发明的目的在于弥补上述现有技术的不足,提供一种非球面玻璃基光学元件精密模压成型模具(简称光学模具)用硬质合金材料及其制备方法,该硬质合金材料密度高、硬度高、强度大且具有良好的加工性能,可用于制备高端光学模具。
[0008]
根据本发明的第一方面,提供了一种光学模具用硬质合金材料,所述硬质合金材料由wc+a+b粉末混合物经sps烧结制备得到,基于100wt.%的粉末混合物的总重量,所述粉末混合物中包含:97.0wt.%~99.7wt.%,优选98.0wt.%~99.6wt.%,更优选98.2wt.%~99.6wt.%的wc粉末;0.3wt.%~3.0wt.%,优选0.4wt.%~2.0wt.%,更优选0.4wt.%~1.8wt.%的a+b粉末,a为cr3c2,b为tic。
[0009]
优选地,所述粉末混合物由上述范围的a粉末、b粉末和wc粉末组成。
[0010]
优选地,a粉末的含量为0wt.%~3.0wt.%,更优选0wt.%~2.0wt.%。
[0011]
优选地,b粉末的含量为0wt.%~3.0wt.%,更优选0wt.%~2.0wt.%。
[0012]
需要说明的是,这里a+b粉末表示选自a粉末和b粉末中的一种或两种的混合物。
[0013]
优选地,所述硬质合金材料的密度不低于15.60g/cm3。
[0014]
优选地,所述硬质合金材料中,除主相外不含其它杂相。
[0015]
优选地,所述硬质合金材料的硬度为2400hv
30
~2700hv
30
,更优选2500hv
30
~2700hv
30
,进一步更优选2550hv
30
~2700hv
30
。
[0016]
优选地,所述硬质合金材料的晶粒尺寸不大于0.2μm。
[0017]
优选地,所述硬质合金材料的断裂韧性为6.0mpa
·m1/2
~8.2mpa
·m1/2
,更优选7.0mpa
·m1/2
~8.0mpa
·m1/2
。
[0018]
根据本发明的第二方面,提供了一种制备本发明所述的硬质合金材料的方法,其包括如下步骤:
[0019]
1)粉末混合:将wc粉末、a+b粉末放入硬质合金球磨罐中进行球磨混粉,得到的混合粉末进行真空干燥;基于100wt.%的混合粉末,wc粉末的含量为97.0wt.%~99.7wt.%,优选98.0wt.%~99.6wt.%;a+b粉末的总含量为0.3wt.%~3.0wt.%,优选为0.4wt.%~2.0wt.%;a为cr3c2,b为tic;
[0020]
2)装模:将步骤1)中得到的混合粉末放入石墨阴模中,并采用
液压机进行预压,预压压力为5~20mpa;
[0021]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向压力为10~50mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为30~100℃/min,烧结温度为1600~1900℃,优选1700~1850℃;保温1~10min后结束烧结,随炉冷却;
[0022]
4)取样:利用液压机将样品取出,采用喷砂处理样品表面的石墨得到硬质合金材料。
[0023]
优选地,所述wc粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm。所述wc粉末可以为商业用纯wc粉末。
[0024]
优选地,所述cr3c2粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm。所述cr3c2可以为商业用纯相粉末。
[0025]
优选地,所述tic粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm。所述tic粉末为商业用纯相粉末。
[0026]
优选地,石墨阴模以及石墨压头与粉末之间采用石墨纸隔开;装配好的石墨模具外围包裹一层保温用石墨毡。
[0027]
优选地,硬质合金混合粉末置于所述石墨模具的中心位置。
[0028]
进一步优选地,在步骤3)中,在烧结温度≤1200℃时,轴向压力为10~20mpa;在烧结温度大于1200℃,且小于或等于1400℃时,加压至20~50mpa,优选30~50mpa;以目标压力进行恒压烧结,直至烧结完成。
[0029]
优选地,在步骤3)中,升温速率设置为30~80℃/min。
[0030]
优选地,根据本发明所述的方法得到硬质合金材料的密度不低于15.60g/cm3,并且物相中除主相外不含其它杂相。
[0031]
优选地,根据本发明所述的方法得到的硬质合金材料的硬度为2400hv
30
~2700hv
30
,更优选2500hv
30
~2700hv
30
,进一步更优选2550hv
30
~2700hv
30
;
[0032]
优选地,根据本发明所述的方法得到的硬质合金材料的断裂韧性为6.0mpa
·m1/2
~8.2mpa
·m1/2
,更优选7.0mpa
·m1/2
~8.0mpa
·m1/2
。
[0033]
根据本发明的第三方面,提供了一种光学模具,其由根据本发明所述的光学模具用硬质合金材料制备。
[0034]
本发明具有以下有益效果:
[0035]
根据本发明所述的光学模具用硬质合金材料的制备方法是以商用wc粉末、cr3c2粉末、tic粉末为原料制备混合粉末后采用sps烧结技术制备而成,该方法工艺简单,生产流程短,对环境友好,且制备的硬质合金材料密度高、硬度高、强度大且具有良好的加工性能,可满足高端光学模具的制备和应用。
附图说明
[0036]
图1为根据实施例1制备得到的硬质合金材料的ebsd晶粒取向图。
具体实施方式
[0037]
如下通过实施例对本发明做进一步说明,但本发明的实施方式不限于此。
[0038]
在下述实施例中,首先根据石墨阴模尺寸裁剪石墨纸置于阴模内壁,并使其完好贴合内壁;再将下压头放入石墨阴模内,并放入两层与压头直径一致的石墨纸,使其贴合压头;然后将按比例混合粉末装入石墨阴模内;最后依次放入两层石墨纸、上压头,使用液压机施加预压力及保压;以上工作完成后使用高温石墨毡包裹模具。石墨模具及压头尺寸由所需制备的样品尺寸决定。
[0039]
下述实施例中所用的放电等离子烧结系统来自于日本sinter land公司,型号为labox-350和labox-6020。应当注意的是,利用本发明涉及的方法,采用其他厂家及型号的设备进行的光学模具用硬质合金块体的制备,也在本发明范围内。
[0040]
放电等离子烧结包括脉冲通电加压烧结、电场辅助烧结、脉冲电流快速烧结等内容。
[0041]
下述实施例中的密度结果采用阿基米德排水法测得;硬度测试使用维氏硬度计在载荷30kgf并保持15s的条件下获得;断裂韧性测试遵照国际标准iso 28079-2009《hardmetals-palmqvist toughness test》,测量并计算压痕尖端的四条裂纹总长度,结合该压痕下样品维氏硬度值计算断裂韧性k
ic
。
[0042]
晶粒尺寸是通过ebsd(电子背散射衍射)进行测量统计。
[0043]
碳化钨(wc)为商购获得,纯度为99.9%。
[0044]
碳化铬(cr3c2)为商购获得,纯度为99.9%。
[0045]
碳化钛(tic)为商购获得,纯度为99.9%。
[0046]
实施例1
[0047]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=98.8∶0.6∶0.6:
[0048]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球
磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0049]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0050]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0051]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表2所示。
[0052]
表2:实施例1制备的硬质合金材料的性能测试结果
[0053][0054]
图1为根据实施例1制备得到的硬质合金材料的ebsd晶粒取向图,从图1中可以看出合金内部晶粒无择优取向,材料为各向同性,晶粒细小均匀,经统计,平均晶粒尺寸小于0.2μm。
[0055]
实施例2
[0056]
根据如下步骤制备φ50mm
×
30mm的光学模具用硬质合金块体材料,其中重量比wc∶cr3c2∶tic=98.4∶0.8∶0.8
[0057]
1)粉末混合:将按上述重量比称取粉末共2000g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0058]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0059]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为45℃/min,当温度达到1300℃时,将压力升高至40mpa,然后继续升温,烧结温度为1680℃;保温5min后结束烧结,随炉冷却。
[0060]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表3所示。
[0061]
表3:实施例2制备的硬质合金材料的性能测试结果
[0062][0063]
实施例3
[0064]
根据如下步骤制备φ100mm
×
50mm的光学模具用硬质合金块体材料,其中重量比wc∶cr3c2∶tic=99∶0.0∶1.0
[0065]
1)粉末混合:将按上述重量比称取的粉末共7000g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为4∶1,球磨转速为200r/min,球磨时间为48h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0066]
2)装模:将步骤1)中干燥后得到的合金粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0067]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为20mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为55℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1750℃;保温8min后结束烧结,随炉冷却。
[0068]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表4所示。
[0069]
表4:实施例3制备的硬质合金材料的样品性能测试结果
[0070][0071]
实施例4
[0072]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=98∶2.0∶0.0:
[0073]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0074]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0075]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0076]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表5所示。
[0077]
表5:实施例4制备的硬质合金材料的性能测试结果
[0078][0079]
实施例5
[0080]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=98∶1.0∶1.0
[0081]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后
的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0082]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0083]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0084]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表6所示。
[0085]
表6:实施例5制备的硬质合金材料的性能测试结果
[0086][0087]
实施例6
[0088]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=98.6∶0.2∶0.2:
[0089]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0090]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0091]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0092]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表7所示。
[0093]
表7:实施例6制备的硬质合金材料的性能测试结果
[0094][0095]
实施例7
[0096]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=97.2∶1.4∶1.4:
[0097]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0098]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行
预压,预压压力为10mpa。
[0099]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0100]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表8所示。
[0101]
表8:实施例7制备的硬质合金材料的性能测试结果
[0102][0103]
对比例1
[0104]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=96.0∶2.0∶2.0
[0105]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0106]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0107]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1700℃;保温1min后结束烧结,随炉冷却。
[0108]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表9所示。
[0109]
表9:对比例1制备的硬质合金材料的性能测试结果
[0110][0111]
对比例2
[0112]
根据如下步骤制备φ30mm
×
30mm的光学模具用硬质合金块体材料,其中重量比,wc∶cr3c2∶tic=98.8∶0.6∶0.6:
[0113]
1)粉末混合:将按上述重量比称取的粉末共400g放入硬质合金球磨罐中,进行球磨。其中,磨料为硬质合金球,球料比为5∶1,球磨转速为300r/min,球磨时间为24h。球磨后的粉末进行高温真空干燥,干燥温度为80℃,干燥时间为24h。
[0114]
2)装模:将步骤1)中干燥后得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为10mpa。
[0115]
3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向初始压力为
10mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为50℃/min,当温度达到1300℃时,将压力升高至30mpa,然后继续升温,烧结温度为1500℃;保温0min后结束烧结,随炉冷却。
[0116]
4)取样,利用液压机将样品取出,采用喷砂处理去除样品表面的石墨,即可得到硬质合金材料,精加工处理后表面无白点及崩边等缺陷,具体性能参数如表10所示。
[0117]
表10:对比例2制备的硬质合金材料的性能测试结果
[0118]技术特征:
1.一种光学模具用硬质合金材料,其中,所述硬质合金材料由wc+a+b的粉末混合物经sps烧结制备得到,基于100wt.%的粉末混合物的总重量,wc粉末的含量为97.0wt.%~99.7wt.%,优选98.0wt.%~99.6wt.%;a+b粉末的总含量为0.3wt.%~3.0wt.%,优选0.4wt.%~2.0wt.%;a为cr3c2,b为tic。2.根据权利要求1所述的光学模具用硬质合金材料,其中,所述硬质合金材料的密度不低于15.60g/cm3。3.根据权利要求1或2所述的光学模具用硬质合金材料,其中,所述硬质合金材料的硬度为2400hv
30
~2700hv
30
,优选2500hv
30
~2700hv
30
,更优选2550hv
30
~2700hv
30
;优选地,所述硬质合金材料的晶粒尺寸不大于0.2μm;优选地,所述硬质合金材料的断裂韧性为6.0mpa
·
m
1/2
~8.2mpa
·
m
1/2
,更优选7.0mpa
·
m
1/2
~8.0mpa
·
m
1/2
。4.根据权利要求1至3中任一项所述的光学模具用硬质合金材料的制备方法,其包括如下步骤:1)粉末混合:将wc粉末、a粉末和b粉末分别放入硬质合金球磨罐中进行球磨混粉,得到的混合粉末进行真空干燥;其中,基于100wt.%的混合粉末,wc粉末的含量为97.0wt.%~99.7wt.%,优选98.0wt.%~99.6wt.%;a+b粉末的总含量为0.3wt.%~3.0wt.%,优选0.4wt.%~2.0wt.%,a为cr3c2,b为tic;2)装模:将步骤1)中得到的混合粉末放入石墨阴模中,并采用液压机进行预压,预压压力为5~20mpa;3)烧结:将装配好的石墨模具置于放电等离子烧结系统中,设置轴向压力为10~50mpa,抽真空至10pa以下,开始通电烧结;升温速率设置为30~100℃/min,烧结温度为1600~1900℃,优选1700~1850℃;保温1~10min后结束烧结,随炉冷却;4)取样:利用液压机将样品取出,采用喷砂处理样品表面的石墨得到硬质合金材料。5.根据权利要求4所述的制备方法,其中,所述wc粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm;所述a粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm;所述b粉末的纯度99.9%以上,粉末粒度为0.1~1.0μm。6.根据权利要求4所述的制备方法,其中,石墨阴模以及石墨压头与粉末之间采用石墨纸隔开;装配好的石墨模具外围包裹一层保温用石墨毡。7.根据权利要求4所述的制备方法,其中,所述混合粉末置于所述石墨模具的中心位置。8.根据权利要求4所述的制备方法,其中,在步骤3)中,在烧结温度≤1200℃时,轴向压力为10~20mpa;在烧结温度大于1200℃,且小于或等于1400℃时,加压至20~50mpa,优选30~50mpa;以目标压力进行恒压烧结,直至烧结完成。9.根据权利要求4所述的制备方法,其中,在步骤3)中,升温速率设置为30~80℃/min。10.一种光学模具,其由根据权利要求1至3中任一项所述的光学模具用硬质合金材料
制备。
技术总结
本发明提供一种非球面玻璃基光学元件精密模压成型模具用硬质合金材料及其制备方法,以及由其制备得到的光学元件精密成型模具。所述硬质合金材料由WC+A+B粉末混合物经SPS烧结制备得到,基于100wt.%的粉末混合物的总重量,A+B粉末的总含量为0.3wt.%~3.0wt.%,WC粉末的含量为97.0wt.%~99.7wt.%,A为Cr3C2,B为TiC。该硬质合金材料密度高、硬度高、强度大且具有良好的加工性能,能够用于制备高端的光学元件精密成型模具。端的光学元件精密成型模具。
技术研发人员:张长晟 陈文胜
受保护的技术使用者:安徽尚欣晶工
新材料科技有限公司
技术研发日:2022.11.04
技术公布日:2023/3/28
声明:
“光学模具用硬质合金材料及其制备方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 710
编辑:北方有色网
来源:安徽尚欣晶工新材料科技有限公司
710
编辑:北方有色网
来源:安徽尚欣晶工新材料科技有限公司



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日