1.本发明涉及高分子材料技术领域,尤其是涉及一种耐磨耐蚀能注塑的高分子
复合材料;本发明还涉及一种泵用配件制造方法。
背景技术:
2.泵用材料选择的考虑因素有:强度、腐蚀、耐磨粒磨损、生产和机械加工性能、维修性能、成本等。常用的泵用材料有铸铁、铸钢、不锈钢、碳素结构钢、合金钢、黄
铜、非金属材料。泵用非金属材料主要用于密封,如聚四氟乙烯、氟橡胶、丁腈橡胶等。其中聚四氟乙烯因具有优良的耐腐蚀、耐高温性能多用于化工泵的密封件,适用于250℃内几乎所有的化学介质,其缺点是硬度较高、装配难度大。近年来,泵用复合材料的开发越来越受到重视,cn 206320067 u公开了一种复合材料的磁力泵用泵轴,泵轴基体材料为金属材质,外表喷涂耐腐、耐磨的非金属材料,跟据不同介质选用耐腐、耐磨的
碳化硅、碳化钨等,既有足够的强度和韧性,又有优异的耐腐、耐磨性。cn 108070217a公开了一种用于
真空泵旋片的复合材料,复合材料由玻璃布和多官能缩水甘油型环氧树脂组成,复合材料具有较高硬度以及优越的耐酸碱性。已开发的一些复合材料远比黄铜、碳钢等金属材料优秀。但多数材料表面硬度不够,材料强度也不足够高,尤其是抗剪切强度偏低,在耐磨性、耐砂性方面也有待提高。
技术实现要素:
3.为了克服现有技术的不足,本发明目的在于提供一种耐冲击、耐低温、耐磨损、耐化学腐蚀,能注塑加工的高分子复合材料,它适合用来制备泵用配件;本发明目的还在于提供一种泵用配件的制造方法。
4.为了解决上述技术问题,一方面,本发明提供一种耐磨耐蚀能注塑的复合材料,所述复合材料组分包括35~50质量份高密度聚乙烯,20~30质量份线性低密度聚乙烯,15~35质量份超高分子量聚乙烯,5~15质量份增强纤维,1.5~5质量份加工助剂;所述复合材料由干燥后的各组分物料经混合、熔融挤出和造粒,通过塑化及均匀混合后制得,其中增强纤维采用侧向喂料后加入方式与其它物料混合;所述超高分子量聚乙烯的分子量为800~1200万;所述高密度聚乙烯的结晶度为70%~85%,熔融指数为15~20g/10min;所述线性低密度聚乙烯的结晶度为55%~70%,熔融指数为30~50g/10min;所述增强纤维包括均经表面改性剂表面活化后的玄武岩纤维、六钛酸钾晶须、海泡石纤维中的一种或任意二种的混合物,增强纤维表面活化过程使用纤维0.5wt%~1.5wt%的表面改性剂,装袋活化时间不低于20h,所述表面改性剂包括
硅烷偶联剂、钛酸酯偶联剂两者中的一种或两者的混合物;所述加工助剂包括增塑剂、成核剂、润滑剂、导热剂、抗氧剂中的至少一种。
5.作为优选技术方案,本发明提供的耐磨耐蚀能注塑的复合材料,所述增塑剂为1~3质量份马来酸酐接枝聚乙烯蜡;所述马来酸酐接枝聚乙烯蜡的分子量为1000~1499。
6.作为优选技术方案,本发明提供的耐磨耐蚀能注塑的复合材料,所述成核剂为0.1~0.5质量份美利肯hpn
?
20e成核剂。
7.作为优选技术方案,本发明提供的耐磨耐蚀能注塑的复合材料,所述润滑剂为0.1~0.7质量份氧化聚乙烯蜡。
8.作为优选技术方案,本发明提供的耐磨耐蚀能注塑的复合材料,所述导热剂为0.2~0.5质量份氧化
石墨烯。
9.作为优选技术方案,本发明提供的耐磨耐蚀能注塑的复合材料,所述抗氧剂为0.1~0.3质量份抗氧剂1010、抗氧剂264、抗氧剂168的一种或二种以上的组合。
10.为了解决上述技术问题,另一方面,本发明提供泵用配件制造方法,包括以下步骤:将包括干燥后的35~50质量份高密度聚乙烯、20~30质量份线性低密度聚乙烯、15~35质量份超高分子量聚乙烯、5~15质量份增强纤维、1.5~5质量份加工助剂混合、熔融挤出和造粒,通过塑化及均匀混合后制得注塑级复合材料,其中增强纤维采用侧向喂料后加入方式与其它物料混合;得到的注塑级复合材料,通过注塑成型生产泵用配件,注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃;所述超高分子量聚乙烯的分子量为800~1200万;所述高密度聚乙烯的结晶度为70%~85%,熔融指数为15~20g/10min;所述线性低密度聚乙烯的结晶度为55%~70%,熔融指数为30~50g/10min;所述增强纤维包括均经表面改性剂表面活化后的玄武岩纤维、六钛酸钾晶须、海泡石纤维中的一种或任意二种的混合物,增强纤维表面活化过程使用纤维0.5wt%~1.5wt%的表面改性剂,装袋活化时间不低于20h,所述表面改性剂包括硅烷偶联剂、钛酸酯偶联剂两者中的一种或两者的混合物;所述加工助剂包括增塑剂、成核剂、润滑剂、导热剂、抗氧剂中的至少一种。
11.作为优选技术方案,本发明提供的泵用配件制造方法,所述混合、熔融挤出和造粒过程采用双螺杆挤出机完成,熔融挤出过程分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔融挤出过程中的螺杆转速为350~450rpm;其中增强纤维采用侧向喂料后加入方式与其它物料混合,在第四~六工作温区加入。
12.作为优选技术方案,本发明提供的泵用配件制造方法,所述增塑剂为1~3质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡;所述成核剂为0.1~0.5质量份美利肯hpn
?
20e成核剂;所述润滑剂为0.1~0.7质量份氧化聚乙烯蜡;所述导热剂为0.2~0.5质量份氧化石墨烯;所述抗氧剂为0.1~0.3质量份抗氧剂1010、抗氧剂264、抗氧剂168的一种或二种以上的组合。
13.在不冲突的情况下,前述优选方案可单独或组合实施。
14.超高分子量聚乙烯(uhmwpe),一般是指粘均分子量大于100
×
104g/mol的乙烯高聚物,具有很好的耐冲击、耐低温、耐磨损、耐化学腐蚀等优点,但是也具有极高的熔体粘度、很低的传热效率等特性。超高分子量聚乙烯熔体粘度高、导热性差,超高分子量聚乙烯又是一种难加工的材料,很多连续化加工方法都不适用,形状结构复杂的零件也难以成型,现有技术不能采用注塑成型的方法制造机械零配件。增强纤维的加入,虽能改善材料的力学性能,但降低了材料的能注塑性能,使材料更难于采用注塑成型的方法制造机械零配件。
高密度聚乙烯耐酸碱,耐有机溶剂,电绝缘性优良,低温时,仍能保持一定的韧性,但是力学性能较差,透气差,易变形,易老化,易发脆,易应力开裂,表面硬度低,常用高密度聚乙烯结晶度为80%~90%。线性低密度聚乙烯尽管能注塑成型,但其表面硬度不够,材料强度也不够高,尤其是抗剪切强度偏低,因此耐磨性、耐砂性有待提高。通常认为这三种材料均不适合用作生产泵用配件的材料。本发明在超高分子量聚乙烯中添加高密度聚乙烯和线性低密度聚乙烯来使得复合材料可挤出、便于注塑成型,通过调整高密度聚乙烯和线性低密度聚乙烯的含量和熔融指数来提高超高分子量聚乙烯含量,从而提高材料的耐磨性等性能,通过加入增强纤维来改善材料的力学性能,满足复合材料对力学性能、耐磨性、耐砂性和耐蚀性的性能要求。高密度聚乙烯、线性低密度聚乙烯、增强纤维与超高分子量聚乙烯结合能够改善所得复合材料的综合性能,且不会大幅度降低超高分子量聚乙烯的优异性。增强纤维采用侧向喂料后加入方式与其它物料混合,避免过多地切断增强纤维,提高复合材料的力学性能。
15.优选马来酸酐接枝改性低分子量的聚乙烯蜡,可有效改善复合材料的相容性,提高其流动性,降低成型加工温度,改善材料的加工性能。
16.uhmwpe的耐磨性居塑料之冠,是普通pe的几倍到几十倍,且其耐磨性能随着分子量的提高而递增。作为泵用配件应用,导轴承要求高的耐磨性、耐砂性和耐蚀性,在轴(或安装在轴上的轴套)材料和表面质量(表面硬度、粗糙度等)一定的情况下,泵的寿命就主要取决于导轴承的使用寿命。本发明获得的耐磨耐蚀能注塑的复合材料具有高耐磨性、耐腐蚀、较高表面硬度、较低的线膨胀系数和适当的弹性模量,比黄铜、碳钢等金属材料优秀,主要应用于要求耐磨、耐砂和耐腐蚀工程领域,如导轴承、轴套等,应用价值突出。
具体实施方式
17.为了更好的理解本发明,下面通过实施例对本发明进一步说明,实施例只用于解释本发明,不应理解对本发明构成任何的限定。
18.本发明提供的耐磨耐蚀能注塑的复合材料,制备原料包括干燥后的35~50质量份高密度聚乙烯、20~30质量份线性低密度聚乙烯、15~35质量份超高分子量聚乙烯、5~15质量份增强纤维、1.5~5质量份加工助剂,将各原料混合、熔融挤出和造粒,通过塑化及均匀混合后制得注塑级复合材料,其中增强纤维采用侧向喂料后加入方式与其它物料混合。混合、熔融挤出和造粒过程采用双螺杆挤出机挤出造粒,熔融挤出过程分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔融挤出过程中的螺杆转速为350~450rpm;其中增强纤维采用侧向喂料后加入方式与其它物料混合,增强纤维在第四~六工作温区加入。
19.得到的注塑级复合材料,通过注塑成型生产泵用配件,注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃。
20.本发明中超高分子量聚乙烯的分子量为800~1200万;所述高密度聚乙烯的结晶度为70%~85%,熔融指数为15~20g/10min;所述线性低密度聚乙烯的结晶度为55%~70%,熔融指数为30~50g/10min;所述增强纤维包括均经表面改性剂表面活化后的玄武岩纤维、六钛酸钾晶须、海泡石纤维中的一种或任意二种的混合物,增强纤维表面活化过程使用纤
维0.5wt%~1.5wt%的表面改性剂,装袋活化时间不低于20h,所述表面改性剂包括硅烷偶联剂、钛酸酯偶联剂两者中的一种或两者的混合物;所述加工助剂包括增塑剂、成核剂、润滑剂、导热剂、抗氧剂中的至少一种。
21.在本发明中,增塑剂优选1~3质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡。通常聚乙烯蜡的分子量为1500~5000,优选改性低分子量马来酸酐接枝聚乙烯蜡,可提高材料的相容性,降低成型加工温度,改善材料的加工性能。
22.在本发明中,成核剂优选为0.1~0.5质量份美利肯hpn
?
20e成核剂。
23.在本发明中,润滑剂优选为0.1~0.7质量份氧化聚乙烯蜡。
24.在本发明中,导热剂优选为0.2~0.5质量份氧化石墨烯。
25.在本发明中,抗氧剂使用量为0.1~0.3质量份,抗氧剂优选为抗氧剂1010、抗氧剂264、抗氧剂168的一种或二种以上的组合。
26.实施例1:本实施例中,原料为:高密度聚乙烯,43质量份,结晶度为70% ,熔融指数为17g/10min;购买于埃克森美孚公司生产的高密度聚乙烯。
27.线性低密度聚乙烯,25质量份,结晶度为62%,熔融指数为40g/10min;购买于埃克森美孚公司生产的线性低密度聚乙烯。
28.超高分子量聚乙烯,25质量份,分子量为800~1200万;购买于美国泰科纳公司生产的超高分子量聚乙烯。
29.增强纤维,10质量份;玄武岩纤维,浙江石金玄武岩纤维有限公司生产。增强纤维表面活化过程使用纤维1.0wt%的表面改性剂,表面改性剂使用kh
?
550硅烷偶联剂,表面活化及干燥按现有常规技术在实验室处理,增强纤维须先通过表面改性剂进行表面活化装袋20h后备用。
30.加工助剂,增塑剂使用2质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡;成核剂使用0.3质量份美利肯hpn
?
20e成核剂;润滑剂使用0.4质量份上海合才化工原料有限公司ope618氧化聚乙烯蜡;导热剂使用0.35质量份氧化石墨烯(采用hummers法,由石墨经氧化
?
剥离方法自制获得);抗氧剂使用0.2质量份抗氧剂1010。
31.首先,采用表面改性剂处理增强纤维后,封袋活化20h以上待用。所有原料按各自要求的温度和时间进行干燥后待用。
32.按比例称量高密度聚乙烯和线性低密度聚乙烯在卧式高速
混合机中混合1~3min后,在50~80℃下加入加工助剂后再混合2~3min,加入超高分子量聚乙烯再混合2~3min,然后输送至双螺杆挤出机进行熔融挤出、造粒,双螺杆挤出机分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔融挤出过程中的螺杆转速为350~450rpm;经处理后的增强纤维采用侧向喂料后加入方式与其它物料混合,增强纤维在双螺杆挤出机的第四~六工作温区加入。造粒后得到的耐磨耐蚀能注塑的复合材料,经干燥后,用注塑成型机生产泵用配件,实施例中注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃。
33.实施例2:
本实施例中,原料为:高密度聚乙烯,50质量份,结晶度为85%,熔融指数为20g/10min;购买于埃克森美孚公司生产的线性低密度聚乙烯。
34.线性低密度聚乙烯,30质量份,结晶度为70%,熔融指数为50g/10min;购买于埃克森美孚公司生产的线性低密度聚乙烯。
35.超高分子量聚乙烯,15质量份,分子量为800~1200万;购买于美国泰科纳公司生产的超高分子量聚乙烯。
36.增强纤维,5质量份;海泡石纤维,河北宏利海泡石绒有限公司生产。增强纤维表面活化过程使用纤维1.5wt%的表面改性剂,表面改性剂使用kh
?
550硅烷偶联剂和美国kenrich公司kr
?
12钛酸酯偶联剂按质量比1:1的混合物,表面活化及干燥按现有常规技术在实验室处理,增强纤维须先通过表面改性剂进行表面活化装袋20h后备用。
37.加工助剂,增塑剂使用1质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡;成核剂使用0.5质量份美利肯hpn
?
20e成核剂;润滑剂使用0.7质量份上海合才化工原料有限公司ope618氧化聚乙烯蜡;导热剂使用0.2质量份氧化石墨烯(采用hummers法,由石墨经氧化
?
剥离方法自制获得);抗氧剂使用0.3质量份抗氧剂168。
38.首先,采用表面改性剂处理增强纤维后,封袋活化20h以上待用。所有原料按各自要求的温度和时间进行干燥后待用。
39.按比例称量高密度聚乙烯和线性低密度聚乙烯在卧式高速混合机中混合1~3min后,在50~80℃下加入加工助剂后再混合2~3min,加入超高分子量聚乙烯再混合2~3min,然后输送至双螺杆挤出机进行熔融挤出、造粒,双螺杆挤出机分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔融挤出过程中的螺杆转速为350~450rpm;经处理后的增强纤维采用侧向喂料后加入方式与其它物料混合,增强纤维在双螺杆挤出机的第四~六工作温区加入。造粒后得到的耐磨耐蚀能注塑的复合材料,经干燥后,用注塑成型机生产泵用配件,实施例中注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃。
40.实施例3:本实施例中,原料为:高密度聚乙烯,35质量份,结晶度为70%,熔融指数为15g/10min;购买于埃克森美孚公司生产的高密度聚乙烯。
41.线性低密度聚乙烯,20质量份,结晶度为55%,熔融指数为30g/10min;购买于埃克森美孚公司生产的线性低密度聚乙烯。
42.超高分子量聚乙烯,35质量份,分子量为800~1200万;购买于美国泰科纳公司生产的超高分子量聚乙烯。
43.增强纤维,15质量份;六钛酸钾晶须,上海晶须复合材料有限公司生产。增强纤维表面活化过程使用纤维0.5wt%的表面改性剂,表面改性剂使用美国kenrich公司kr
?
12钛酸酯偶联剂,表面活化及干燥按现有常规技术在实验室处理,增强纤维须先通过表面改性剂进行表面活化装袋20h后备用。
44.加工助剂,增塑剂使用3质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡;成
核剂使用0.1质量份美利肯hpn
?
20e成核剂;润滑剂使用0.1质量份上海合才化工原料有限公司ope618氧化聚乙烯蜡;导热剂使用0.5质量份氧化石墨烯(采用hummers法,由石墨经氧化
?
剥离方法自制获得);抗氧剂使用0.1质量份抗氧剂264。
45.首先,采用表面改性剂处理增强纤维后,封袋活化20h以上待用。所有原料按各自要求的温度和时间进行干燥后待用。
46.按比例称量高密度聚乙烯和线性低密度聚乙烯在卧式高速混合机中混合1~3min后,在50~80℃下加入加工助剂后再混合2~3min,加入超高分子量聚乙烯再混合2~3min,然后输送至双螺杆挤出机进行熔融挤出、造粒,双螺杆挤出机分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔融挤出过程中的螺杆转速为350~450rpm;经处理后的增强纤维采用侧向喂料后加入方式与其它物料混合,增强纤维在双螺杆挤出机的第四~六工作温区加入。造粒后得到的耐磨耐蚀能注塑的复合材料,经干燥后,用注塑成型机生产泵用配件,实施例中注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃。
47.对比例1采用实施例1中的原料,按照如下质量份称量各主料:高密度聚乙烯30质量份,线性低密度聚乙烯15质量份,超高分子量聚乙烯40质量份,增强纤维10质量份。其他原料的用量与实施例1相同。
48.对比例2采用实施例1中的原料,按照如下质量份称量各主料:高密度聚乙烯55质量份,线性低密度聚乙烯35质量份,超高分子量聚乙烯10质量份,增强纤维15质量份。其他原料的用量与实施例1相同。
49.对比例3采用实施例1中的原料,按照如下质量份称量各主料,高密度聚乙烯43质量份,线性低密度聚乙烯25质量份,超高分子量聚乙烯25质量份,主料中不添加增强纤维,其他原料的用量与实施例1相同。
50.对比例4采用实施例1中的原料,不同之处在于原料不包括超高分子量聚乙烯,主料中高密度聚乙烯55质量份,线性低密度聚乙烯35质量份,其他原料的比例与实施例1相同。
51.对比例5采用实施例1中的原料,不同之处在于原料中的超高分子量聚乙烯选用分子量为150~750万;热变形温度(0.46mpa)85℃,熔点130~136℃的超高分子量聚乙烯,其他原料的比例与实施例1相同。
52.对比例6采用实施例1中的原料,不同之处在于原料中的高密度聚乙烯选用结晶度为80%~90%,熔融指数为1.0~3.0g/10min的高密度聚乙烯,其他原料的比例与实施例1相同。
53.对比例7采用实施例1中的原料,不同之处在于原料中的线性低密度聚乙烯选用结晶度为50%~55%,熔融指数为2.0~4.5g/10min的线性低密度聚乙烯,其他原料的比例与实施例1
相同。
54.对比例8采用实施例1中的原料,不同之处在于原料中的增塑剂选用分子量1500~5000的聚乙烯蜡增塑剂,其他原料的比例与实施例1相同。
55.将实施例1~3和对比例1~7所得耐磨耐蚀能注塑的复合材料,进行注塑成型制样,测试性能,具体的测试方法如下:剪切强度按gb/t3354
?
2005纤维增强塑料纵横剪切试验方法进行测试;拉伸强度和弹性模量按gb/t1040
?
2008塑料拉伸性能的测定进行测试;冲击强度按gb/t1043.1
?
2008塑料简支染缺口冲击性能的测定进行测试;摩擦系数按gb 10006
?
1988塑料薄膜和薄片摩擦系数测定方法进行测试;磨损量按gb/t 12444.1
?
1990金属磨损试验方法 mm型磨损试验方法进行测试;导热系数按astm d5470热导性电绝缘材料的热传输特性测定方法进行测试;耐磨性测试:按照iso15527方法测试耐磨性。
56.耐砂性测试:采用卧式磨损试验机(自配砂水测试夹具)进行材料耐砂水磨损性能,水中砂含量分别为10wt%、15wt%、20wt%、25wt%、30wt%,测试时间:2h;载荷500n;转速:200rpm。以在上述条件下,质量损失大小进行评价。质量损失1%以下为优秀,质量损失2~5%,质量损失6~10%为一般,质量损失>10%为差。
57.耐蚀性测试:将各种材料样品在冰醋酸、乙醇、溶剂油、60%强碱、20%盐水溶液、30%硫酸、王水中分别放置8h以上,观察样品的表面变化情况。
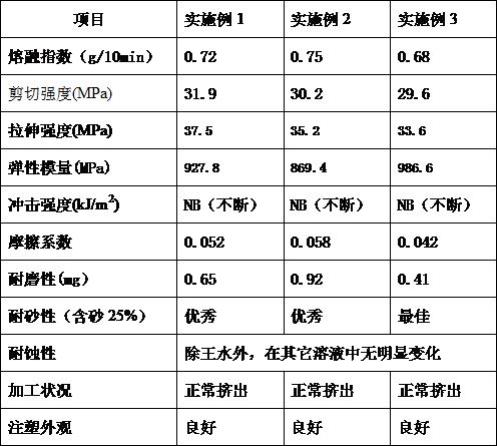
58.表1实施例1~3所得产品的性能测试结果
表2对比例1~8所得产品的性能测试结果检测结果表明:本发明通过添加高密度聚乙烯和线性低密度聚乙烯来使得复合材料可挤出、便于注塑成型,通过调整高密度聚乙烯和线性低密度聚乙烯的含量和熔融指数来提高超高分子量聚乙烯含量,从而提高材料的耐磨性等性能,满足复合材料对耐磨性、耐砂性(能耐≤25%河砂)和耐蚀性(能适用于除浓硫酸、浓硝酸以外的腐蚀性环境)的性能要求,高密度聚乙烯、线性低密度聚乙烯、增强纤维与超高分子量聚乙烯结合能够改善所得复合材料的流动性,注塑性能和力学性能,且不会大幅度降低超高分子量聚乙烯的优异性。本发明提供的耐磨耐蚀能注塑的复合材料适合泵用配件的制造。超高分子量聚乙烯对材料的综合性能具有较大的影响,超高分子量聚乙烯比例较低时,材料的耐磨性、耐砂性和耐蚀性均下降,但超高分子量聚乙烯比例过高时,不适宜注塑加工;增强纤维的引入,能改善复合材料的力学性能; 选用分子量为800~1200万超高分子量聚乙烯有利于提高复合材料的耐磨、耐砂性能;选用低结晶度、高熔融指数的高密度聚乙烯和线性低密度聚乙烯,选用低分子量马来酸酐接枝聚乙烯蜡,有利于改善所得复合材料的流动性和注塑性能,扩大超高分子量聚乙烯的用量,从而提高复合材料的性能。
59.本发明获得的耐磨耐蚀能注塑的复合材料具有高耐磨性、优良的耐腐蚀性和适当的弹性模量,比黄铜、碳钢等金属材料优秀,而又能采用注塑工艺生产产品,能用于生产耐磨、耐砂和耐腐蚀产品,如导轴承、轴套等,应用价值突出。
60.显然,本发明不限于以上优选实施方式,还可在本发明权利要求和说明书限定的精神内,进行多种形式的变换和改进,能解决同样的技术问题,并取得预期的技术效果,故不重述。本领域的普通技术人员能从本发明公开的内容直接或联想到的所有方案,只要在权利要求限定的精神之内,也属于本发明的保护范围。技术特征:
1.一种耐磨耐蚀能注塑的复合材料,其特征在于,所述复合材料组分包括35~50质量份高密度聚乙烯,20~30质量份线性低密度聚乙烯,15~35质量份超高分子量聚乙烯,5~15质量份增强纤维,1.5~5质量份加工助剂;干燥后的各组分物料经混合、熔融挤出和造粒,通过塑化及均匀混合后制得注塑级复合材料,其中增强纤维采用侧向喂料后加入方式与其它物料混合;所述超高分子量聚乙烯的分子量为800~1200万;所述高密度聚乙烯的结晶度为70%~85%,熔融指数为15~20g/10min;所述线性低密度聚乙烯的结晶度为55%~70%,熔融指数为30~50g/10min;所述增强纤维包括均经表面改性剂表面活化后的玄武岩纤维、六钛酸钾晶须、海泡石纤维中的一种或任意二种的混合物,增强纤维表面活化过程使用纤维0.5wt%~1.5wt%的表面改性剂,装袋活化时间不低于20h,所述表面改性剂包括硅烷偶联剂、钛酸酯偶联剂两者中的一种或两者的混合物;所述加工助剂包括增塑剂、成核剂、润滑剂、导热剂、抗氧剂中的至少一种。2.根据权利要求1所述的耐磨耐蚀能注塑的复合材料,其特征在于,所述增塑剂为1~3质量份马来酸酐接枝聚乙烯蜡;所述马来酸酐接枝聚乙烯蜡的分子量为1000~1499。3.根据权利要求1所述的耐磨耐蚀能注塑的复合材料,其特征在于,所述成核剂为0.1~0.5质量份美利肯hpn
?
20e成核剂。4.根据权利要求1所述的耐磨耐蚀能注塑的复合材料,其特征在于,所述润滑剂为0.1~0.7质量份氧化聚乙烯蜡。5.根据权利要求1所述的耐磨耐蚀能注塑的复合材料,其特征在于,所述导热剂为0.2~0.5质量份氧化石墨烯。6.根据权利要求1所述的耐磨耐蚀能注塑的复合材料,其特征在于,所述抗氧剂为0.1~0.3质量份抗氧剂1010、抗氧剂264、抗氧剂168的一种或二种以上的组合。7.一种泵用配件制造方法,其特征在于,包括以下步骤:将包括干燥后的35~50质量份高密度聚乙烯、20~30质量份线性低密度聚乙烯、15~35质量份超高分子量聚乙烯、5~15质量份增强纤维、1.5~5质量份加工助剂混合、熔融挤出和造粒,通过塑化及均匀混合后制得注塑级复合材料,其中增强纤维采用侧向喂料后加入方式与其它物料混合;得到的注塑级复合材料,通过注塑成型生产泵用配件,注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃;所述超高分子量聚乙烯的分子量为800~1200万;所述高密度聚乙烯的结晶度为70%~85%,熔融指数为15~20g/10min;所述线性低密度聚乙烯的结晶度为55%~70%,熔融指数为30~50g/10min;所述增强纤维包括均经表面改性剂表面活化后的玄武岩纤维、六钛酸钾晶须、海泡石纤维中的一种或任意二种的混合物,增强纤维表面活化过程使用纤维0.5wt%~1.5wt%的表面改性剂,装袋活化时间不低于20h,所述表面改性剂包括硅烷偶联剂、钛酸酯偶联剂两者中的一种或两者的混合物;所述加工助剂包括增塑剂、成核剂、润滑剂、导热剂、抗氧剂中的至少一种。8.根据权利要求7所述的泵用配件制造方法,其特征在于,所述混合、熔融挤出和造粒过程采用双螺杆挤出机完成,熔融挤出过程分为十一个工作温区,温度设置为:一区160~180℃,二区190~210℃,三区220~240℃,四~十区240~260℃,头区温度:240~260℃;熔
融挤出过程中的螺杆转速为350~450rpm;其中增强纤维采用侧向喂料后加入方式与其它物料混合,在第四~六工作温区加入。9.根据权利要求7所述的泵用配件制造方法,其特征在于,所述增塑剂为1~3质量份分子量为1000~1499的马来酸酐接枝聚乙烯蜡;所述成核剂为0.1~0.5质量份美利肯hpn
?
20e成核剂;所述润滑剂为0.1~0.7质量份氧化聚乙烯蜡;所述导热剂为0.2~0.5质量份氧化石墨烯;所述抗氧剂为0.1~0.3质量份抗氧剂1010、抗氧剂264、抗氧剂168的一种或二种以上的组合。
技术总结
耐磨耐蚀能注塑的复合材料及泵用配件制造方法,将包括干燥后的35~50质量份高密度聚乙烯、20~30质量份线性低密度聚乙烯、15~35质量份超高分子量聚乙烯、5~15质量份增强纤维、1.5~5质量份加工助剂混合、熔融挤出和造粒,通过塑化及均匀混合后制得注塑级复合材料,其中增强纤维采用侧向喂料后加入方式与其它物料混合;得到的注塑级复合材料,通过注塑成型生产泵用配件,注塑成型温度设置为:一区180~200℃,二~四区230~270℃,注塑压力:80~120Pa,流量为注塑机最大流量的70%~90%,模具温度:60~80℃。60~80℃。
技术研发人员:王水江 高庆凯 赵浩亮 黄发
受保护的技术使用者:长沙三昌泵业有限公司
技术研发日:2021.09.23
技术公布日:2021/12/7
声明:
“耐磨耐蚀能注塑的复合材料及泵用配件制造方法与流程” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1255
编辑:北方有色网
来源:长沙三昌泵业有限公司
1255
编辑:北方有色网
来源:长沙三昌泵业有限公司



 咨询细节
咨询细节














































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















