全部
▼
热搜:
 1174
1174
 0
0
本发明公开了一种铜镍锡合金棒材,包含以下成分及质量百分比:镍14~16%,锡7~9%,钇0.05~0.3%,铝0.8~1.0%,铌0.2~1.0%,余量为铜和其他杂质。本发明还公开了一种铜镍锡合金棒材的制备方法:采用气雾化法按照上述成分及质量百分比制备合金粉末,然后经冷等静压成型、真空烧结和锭坯包套的方法制备合金锭坯,再用水封热挤压、冷旋锻及时效处理等工艺获得优质的铜镍锡合金棒材。本发明可避免铜镍锡合金在铸造过程中产生的成分偏析等问题,且成材率高,并可同时具有高强度和高韧性以及优良的耐磨耐蚀性能,综合性能优于铍青铜。本发明铜镍锡合金棒材可广泛应用于制造航天航空、石油钻井平台等高负载、高速和高腐蚀环境下使用的轴承、轴套、轴瓦及其它耐磨部件。
 885
0
885
0
本发明公开了一种钛合金材料汽车发动机连杆的制备方法,包括以下步骤:(1)通过冷等静压和真空烧结方法制备钛合金材料;(2)将钛合金材料进行热锻造得到热锻造坯料;(3)将热锻造坯料进行镦粗得到镦粗坯料;(4)将镦粗坯料进行预成型得到预成型坯料;(5)将预成型坯料进行模锻得到模锻坯料;(6)将模锻坯料进行精加工即得到钛合金材料汽车发动机连杆。上述制备方法具有生产周期短、材料利用率高、生产效率高、生产成本低等优点,同时,其制备得到的连杆具有综合力学性能优异的特点。
 1210
0
1210
0
一种纳米团簇弥散强化铁基合金的制备方法,使用粒径为20~200μm的Fe-Cr-W-Ti-Y-O预合金粉末,采用模压进行成形,然后将压坯放入真空烧结炉内进行烧结成形,烧结工艺为1250~1350℃保温2h,真空度为0.1~0.01Pa,再将烧结样品加热到900~1200℃保温0.5~1h,然后进行锻造,最后将锻造的样品在真空炉中退火。本发明工艺简单,且不需要专用设备,各组成元素混合均匀,无偏析。与常规的机械合金化方法相比,制备过程无杂质引入,制备的铁基合金材料的致密度高,热加工后平均致密度可达98%以上,且通过热处理,合金中有细小的弥散强化相析出,使材料硬度达HV0.2 300以上。
 995
0
995
0
一种烧结钕铁硼废坯料再成型的方法,包括以下步骤:将烧结钕铁硼废坯料于保护性气体氛围粉碎至粒径不超过150目,得到废料粉体;将废料粉体与分散溶剂混合,得到混合粉体,分散溶剂与废料粉体的质量比不超过0.2%;将混合粉体置于压制模具中在取向磁场强度不小于1.7T的条件下压制,得到生坯,加入到压制模具中的混合粉体的质量为待制备的烧结钕铁硼磁体所需钕铁硼粉体理论质量的100.5%~102%;将生坯进行等静压成型,再进行真空烧结处理,得到烧结钕铁硼磁体。该方法工艺简单,对设备要求低,而且对烧结钕铁硼废坯料的利用率高,成本低。得到的钕铁硼磁体,断面晶粒无异常长大现象,且其在剩磁、内秉矫顽力、最大磁能积等磁性能上均能达到使用标准。
 892
0
892
0
本发明公开了一种基于3D打印技术制备血管内支架的方法,该方法是先在计算机中建立血管内支架的3D模型,将建好的模型数据输入3D打印机的配套设备中设置打印程序,通过3D打印程序控制将不锈钢粉末或镍钛粉末与硬酯酸粉末组成的混合粉体材料通过粘结剂粘结成血管内支架坯体;所得坯体依次经过脱脂、真空烧结、冷却处理,得到血管支架;该制备方法可以根据患者的实际需要设计出个性化模型,能快速、精确制备出所需的血管内支架坯体,进一步制得的血管内支架表面完整、无变形、开裂等缺陷,特别是制得的血管内支架在模拟体液中24天内未出现排斥反应,生物相容性好,完全符合医用要求,大大降低了传统激光切割法制备血管内支架的成本。
 1145
0
1145
0
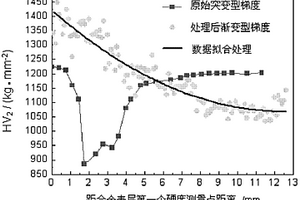
本发明公开了一种将硬度突变型转变为硬度渐变型梯度硬质合金的方法,通过对具有贫钴高硬度表层区、富钴低硬度过渡层区WC-Co梯度硬质合金进行后续液相复烧处理,达到消除低硬度突变区,实现合金中硬度的渐变,进一步改善合金耐磨性与使用寿命的目的。所述的后续液相复烧处理是指在真空烧结炉内将原始硬度突变型WC-Co梯度硬质合金在1400℃~1460℃的温度保温60min~120min。所述硬度渐变是指合金硬度由表至里呈现缓慢降低特性。本发明是一种硬度突变型WC-Co梯度硬质合金转变为硬度渐变型WC-Co梯度硬质合金,以提高合金工具使用寿命的将硬度突变型转变为硬度渐变型梯度硬质合金的方法。
 1156
0
1156
0
本发明公开了一种FeAl金属间化合物过滤材料的制备方法。A.选取粒径为100~1μm的Fe粉和粒径为100~1μm的Al粉,其成分配比为75~25at.%Fe和25~75at.%Al;B.采用模压成形制备片状成形坯,压制压力控制在100~300MPa,或采用冷等静压制备管状成形坯,等静压力控制在50~200MPa;C.反应合成采用无压烧结工艺,首先在120~150℃温度下保温30~60分钟,随后以1~10℃/min的速率升至1000~1200℃,保温30~60分钟;烧结气氛为氢气或分解氨,或者采用真空烧结,真空度为1×10-1~1×10-3Pa;冷却阶段,控制降温速度为10~50℃/min。采用这种元素粉末反应合成工艺来制备过滤材料,有利于控制过滤材料的孔结构性能,制备过程不需要添加造孔剂,降低了能耗,几乎无污染。
 909
0
909
0
本发明公开了一种稀土改性钢结硬质合金及其制备方法,由按重量百分比的下述原料制备而成:TiC粉48-50%,Mn粉13-15%,Mo粉1.5-3.0%,Ni粉1.0-2.0%,石墨粉1.0-1.3%,La2O3粉0.2-0.5%,余量为还原铁粉。制备时按上述百分比配料后经过球磨混合,喷雾干燥制粒,在一定压力下压制成型,在1400-1430℃下真空烧结并保温1-3小时,最后随炉冷却。本发明的稀土改性钢结硬质合金孔隙度低,致密度高、抗弯强度高,本发明的制备方法工艺简单、烧结周期短、工艺成本低、适于工业化生产。
 931
0
931
0
本发明公开了一种可替代骨水泥的生物医用金属多孔涂层及其制备方法。将金属粉末铺放在金属基植入体表面,通过放电等离子真空烧结,即在金属基植入体表面形成金属多孔涂层。该金属多孔涂层满足骨组织长入所需的特定孔隙特征与性能指标,且与金属基植入体结合良好,可以替代骨水泥使用,能够使骨组织在随着骨骼的生长而进入金属多孔涂层,有利于与金属基植入体有效结合,避免因使用现有骨水泥而产生的一系列消极影响,且该金属多孔涂层制备温度相对较低,且不使用造孔剂,制备周期短,操作简单。
 1051
0
1051
0
一种高效节能低锰球的生产工艺为如下步骤:⑴取低碳电解金属锰片辊压成粉末;⑵加入不含S、P、C等元素的无机粘结剂在碗型混料机中快速搅拌均匀;⑶在有限时间内置入12工位成形模中模压成形,压坯形状为双球台圆柱体或方块口香糖状(最大尺寸≯33mm);⑷在有效时间内烘烤干燥压坯;⑸在有效时间内真空烧结干燥压坯;⑹在有效时间内经由倾斜筛防潮包装烧结压坯,得含C<0.03%、S<0.03%、Si<0.5%、Mn≥97.5%、压溃破坏力≮1.5kN的低碳锰球。生产工艺简短、明了、高效、环保,制品形状规则、滚动性好、密度/成分均一、强度适中、便于实施精确添加。
 1098
0
1098
0
本发明公开了一种抗菌促成骨含铷钛钽复合材料及其制备方法,该方法对经冷等静压及真空烧结合成的钛钽复合材料进行喷砂、酸处理及碱热处理使钛钽复合材料表面改性,并通过离子交换使经表面改性的钛钽复合材料表面掺入铷盐,最后通过高温煅烧制备得到抗菌促成骨含铷钛钽复合材料。本发明的材料具有良好抗菌性及生物相容性,不具有细胞毒性,促进细胞增殖,具有良好的诱导前成骨细胞成骨分化的作用。该材料能有效解决骨修复材料在临床应用时易感染细菌及植入材料与人体相容性差等问题,在临床骨修复中具有广泛应用前景。
 737
0
737
0
一种飞机起落架用耐磨耐腐蚀涂层的制备方法,包括下述步骤:将喷涂粉末烘干;对飞机起落架材料300M钢进行860℃±20℃,保温时间60min±10min,油冷的淬火,随后进行310℃±10℃,保温时间2h,空气冷却,回火两次;采用活性燃烧超音速火焰喷涂技术对预处理和喷砂处理的基体表面进行预热后喷涂WC-10Co4Cr粉末,形成具有耐磨耐腐蚀性能的涂层;对活性燃烧超音速火焰喷涂技术制备的涂层在800-1100℃真空烧结炉中保温60-90min进行热处理,进一步提高涂层与基体的结合强度。本发明喷涂工艺简单,可适用于大量喷涂粉末及相应工件,操作灵活。
 966
0
966
0
本发明涉及一种低弹模钽锆牙科种植体材料及其制备方法,所述低弹模钽锆牙科种植体材料在烧结冷却过程中有层片状析出组织,这种组织有利于钽锆合金获得良好的力学性能与生物相容性能,其制备方法包括以下步骤:将钽锆粉末按照一定比例混合均匀,通过粉末冶金方法压制成形,在保护气氛中,将温度升至1200℃进行保温,最后于1400~1600℃进行真空烧结,得到低弹模钽锆牙科种植体材料。上述低弹模钽锆合金,相对密度为79%~95%,抗拉强度在166.6~314.4MPa范围内变化,弹性模量在4.6~16.1GPa范围内变化,在保证强度的情况下,弹性模量较低,与人体上下颌骨力学相容性好,与口腔上皮与纤维组织生物相容性好;且制备方法简单,是一种较为理想的低弹模牙科种植体材料。
 1132
0
1132
0
本发明涉及一种同时拥有较高抗压强度和较低弹性模量的锆铌钛牙科种植体材料及其制备方法,所述锆铌钛牙科种植体材料在烧结冷却过程中有层片状和针状析出组织,这种组织有利于锆铌钛合金获得良好的力学性能与生物相容性能,其制备方法包括以下步骤:将锆铌钛粉末按照一定比例混合均匀,通过粉末冶金方法压制成形,在保护气氛中,将温度升至950℃进行保温,最后于1400~1600℃进行真空烧结,得到综合性能较高的牙科种植体材料。上述锆铌钛合金,相对密度为90%以上,抗压强度在1100~1289MPa范围内变化,弹性模量在32~41GPa范围内变化,在保证强度的情况下,弹性模量较低,与人体上下颌骨力学相容性好,与口腔上皮与纤维组织生物相容性好;且制备方法简单,是一种较为理想的牙科种植体材料。
 1081
0
1081
0
一种无铅易切削钢的制备方法,本发明采用粉末烧结法生产。各种粉末和粘结剂质量分数配比如下:石墨微粉0.3%-0.8%,;粘结剂硬脂酸锌0.5%-1.0%;分散剂PVA0.3%-0.5%;余量为铁粉。粉末经混料、压制后在还原性气氛或真空烧结,烧结工艺为:从室温开始加热至烧结温度1120-1160℃,加热2-5小时,烧结45-75min,烧结完后通水冷却到。本发明方法所制备烧结钢最大强度可达520.3MPa,粗糙度最小1.73μm,适合于高速切削加工,切削能力最高相当于含铅易切削钢的96%,成本为铅系易切削钢的90%。成分中不含铅、铋,对环境友好,适合大规模生产,生产成本低。
本发明提供了一种C/SiC复合材料、该复合材料的制备方法及摩擦片,该方法包括以下步骤:1)沉积SiC层:采用化学气相沉积法在碳纤维表画沉积上厚度为2~10μm的SiC层,得到具有SiC层的碳纤维;2)浸渍沥青:在具有SiC层的碳纤维中加入沥青,升温融化沥青后,恒温加压浸渍,得到C/树脂生坯;3)碳化:冷却后在保护气氛下碳化C/树脂生坯,得到C/C复合材料预制体;4)气相渗硅:真空烧结条件下采用气相渗硅法处理C/C复合材料预制体后得到C/SiC复合材料。本发明提供的方法制备得到的C/SiC复合材料的弯曲强度达203MPa、弹性模量达256GPa、摩擦系数为0.238,各项力学性能优良,C/SiC复合材料内外组份均一。
本发明公开了一种多孔Nb‑Ta‑Ti‑Si生物医用材料及其制备方法,属于生物医用复合材料技术领域,其组成成分及其质量分数为Nb‑(10~20wt.%)Ta‑(20~30wt.%)Ti‑(0.1~0.5wt.%)Si,余量为Nb。所述多孔材料的制备工艺包括粉末混合、料浆制备、碳纤维模板浸润、等静压处理、真空烧结等5大主要步骤。本发明所制备的多孔合金以β型稳定存在,孔隙率为40%~70%,压缩强度80~120MPa,弹性模量2~5GPa。本发明所设计的合金体系中的各元素均具有良好的生物相容性,对人体无毒副作用,具有良好的力学相容性,有利于保证人体机能的正常作用及植入物的远期稳定性。
 1092
0
1092
0
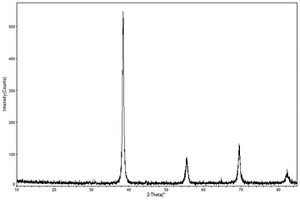
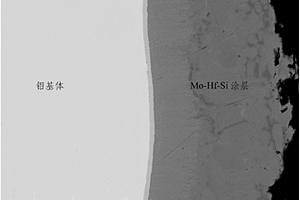
本发明涉及一种钼合金高温抗氧化Mo‑Hf‑Si涂层及其制备方法,属于高温抗氧化涂层制备领域。该涂层由以下摩尔比的成分组成:Mo 15%~25%,Hf 8%~15%,Si 65%~75%,添加剂2%‑5%。本发明采用料浆烧结法制备该涂层,将钼合金打磨、洗净、烘干,按设计组分配取涂层原料后球磨制备成料浆,采用喷涂或浸涂的方法将料浆均匀涂覆在钼合金表面,经1450℃~1550℃真空烧结20min~40min后制得涂层。本发明产品制备工艺简单、涂层致密均匀、与钼基体热膨胀系数匹配,可有效提高钼合金的高温抗氧化性能。
 1192
0
1192
0
本发明提供了一种多层钛镍合金过滤膜的制备方法,其特征包括以下步骤:①将高纯氢化钛粉、高纯羰基镍粉按一定比例混合;②将高纯氢化钛、羰基镍混合粉与聚乙烯醇缩丁醛液按一定质量比配置形成混合浆料,用成膜器在平滑石英表面覆膜,在氮气中静置干燥;③在干燥的前置膜层上以薄层硬脂酸锌间隔,逐次以混合浆料覆膜,静置干燥;④将产物移除石英平板表面形成多层钛镍生膜,控制升温程序,真空烧结得到多层钛镍合金过滤薄膜。该方法工艺简单,制得的材料性能稳定,适用于工业化生产。
 1170
0
1170
0
本发明提供了一种氧化铈负载多孔镍铜合金阴极的制备方法,其特征包括以下步骤:①将已经氢还原处理过的羰基镍粉、电解铜粉混合,压制成型,烧结得到三维多孔Ni‑Cu合金预基体;②二氧化铈与聚乙烯醇缩丁醛液按一定比例配置形成成膜浆料,用成膜器在三维多孔Ni‑Cu合金预基体表面覆膜,在氮气下干燥,脱膜形成复合阴极烧结预制体;③采用真空烧结炉,设计控温程序升温烧结所得预制体,得到二氧化铈负载三维多孔Ni‑Cu合金复合阴极材料。该方法制得的多孔镍铜基二氧化铈复合阴极强度高,二氧化铈在基体表面附着均匀,电催化活性高,孔径分布均匀,孔径平均大小为500nm左右,孔隙率可达达55%。本发明制备简单,工艺参数容易控制,所得产品综合性能优异。其产品结构和性质非常适用于制作电解水阴极元件和催化分离核心组件。
 729
0
729
0
本发明公开了一种弥散强化铜基复合材料的制备方法,包括以下步骤:(1)将铜盐溶液和氧化物增强体分散液混合配成主盐溶液;(2)对主盐溶液进行搅拌的同时滴入还原剂溶液进行反应,反应产物经洗涤干燥,得复合材料粉末;(3)对所述复合材料依次进行还原处理、等离子真空烧结,得到弥散强化铜基复合材料。本发明将增强体材料与铜盐溶液,通过分子级共混的方法制备出复合粉末,采用分子级共混可以实现增强体在铜基体中的均匀分散,并且易于控制增强体颗粒的粒径和调控增强体的含量,最终有利于改善其力学性能,一定程度上改善现有制备工艺的不足。
 799
0
799
0
一种多孔钽铌合金具有相互贯通的通孔的孔隙结构,孔隙率为50%~70%,其制备方法,包括以下步骤:将钽粉末和铌粉末混匀后,再加入分散剂溶液混匀,得到钽铌混合粉末浆料,将钽铌混合粉末浆料填充至多孔模板中,得到含有钽铌混合粉末浆料的多孔模板;将含有钽铌混合粉末浆料的多孔模板进行真空干燥,得到素坯;在保护气体氛围中,将素坯升温至400℃~600℃脱脂处理,得到脱脂后的素坯;将脱脂后的素坯进行真空烧结,得到多孔钽铌合金。上述多孔钽铌合金,具有三维连通结构和合适的孔隙率,在保证适当强度与孔隙率的基础上降低材料弹性模量,使弹性模量与人骨接近。其制备方法工艺及设备简单,成本低,多孔钽铌合金的孔隙性能易调节。
 1152
0
1152
0
本发明涉及一种低弹模钛锆牙科种植体材料及其制备方法,所述低弹模钛锆牙科种植体材料在烧结冷却过程中有针状和层片状析出组织,这种组织有利于钛锆合金获得良好的力学性能与生物相容性能,其制备方法包括以下步骤:将钛锆粉末按照一定比例混合均匀,压制成形后,在保护气氛中,将温度升至800℃进行保温,最后于1200~1300℃进行真空烧结,得到低弹模钛锆牙科种植体材料。上述低弹模钛锆合金,相对密度为94.1%~94.5%,抗压强度在1292.8~1498.5MPa范围内变化,弹性模量在21.8~22.8GPa范围内变化,在保证强度的情况下,弹性模量较低,与人体上下颌骨力学相容性好,与口腔上皮与纤维组织生物相容性好;且制备方法简单,是一种较为理想的低弹模牙科种植体材料。
 975
0
975
0
本发明公开了一种制备高热导率、低膨胀系数的碳化硅和金刚石颗粒增强铝基复合材料的方法,采用碳化硅和金刚石颗粒混合模压成型骨架、低温慢速真空烧结、真空压力浸渗的方式进行制备。制备的碳化硅和金刚石骨架的体积分数在50%~65%之间可调,碳化硅和金刚石颗粒增强铝基复合材料的热导率为250~400W/m·k,热膨胀系数为6×10-6~9×10-6/K之间可调,比目前使用的铝碳化硅复合材料的热导率高,比铝金刚石复合材料的成本低。
 733
0
733
0
双晶优化比为2.2的WC-Co合金的制法,属于 粉末冶金生产工艺领域。它是制取WC平均晶粒 2.2~3.2(微米)具有优化比K=WC细/WC粗 =2.2±0.1的“双重晶粒结构”WC-Co类合金的工 艺方法。此法的特征在于选用两种不同粒度范围的 WC粉,以分批进料湿磨混合的方法制备混合料。最 后经均匀磁场真空烧结炉烧结而制得。此法制得的 WC-Co类低钴凿岩合金,其孔隙度为0.02%,在 f=12-14的石英砂岩中合金的使用寿命超过600米 /只钎头。
 870
0
870
0
本发明公开了一种钛基复合材料及其制备方法,该钛基复合材料包括基体相和增强相,所述基体相为钛或钛合金,所述增强相为合金钢,其中,增强相的质量分数为3%~50%。该钛基复合材料成本低、力学性能优越。制备方法包括如下步骤:将钛合金粉末与合金钢粉末混合均匀,将混合粉料经冷等静压压制得到压坯;将所得压坯进行真空烧结,得到烧结块体;将所得烧结块体进行真空热处理,得到真空热处理块体;将所得真空热处理块体焊入不锈钢包套中进行热变形加工,得到热加工块体;将所得热加工块体进行保温后取出,退火并除去不锈钢包套后,即得钛基复合材料。该制备方法操作简单,具有良好的工业应用前景。
 862
0
862
0
本发明公开了一种IN713C镍基高温合金的制备方法,包括:A、喂料制备;B、注射成形;C、催化脱脂;D、真空烧结;E、热处理:将上述烧结坯在真空热处理炉中氩气气氛下于1100~1200℃固溶热处理1~3小时,空冷至室温,再于660~790℃时效热处理14~17.5小时,空冷至室温。利用本发明方法可实现复杂形状制品近净成形,减少机加工。所采用的粘结剂中均聚聚甲醛,结晶度较高,力学强度,抗冲击强度也更好,从整体上提高了高温合金的力学性能,热处理后密度达到7.70g/cm3左右,拉伸强度达到1423MPa以上,硬度达到42HRC以上,而且抗氧化性能好。

本发明涉及一种铌合金用含NbB2/Nb3B2复合扩散障的Mo‑W‑ZrB2‑YSZ‑Si超高温抗氧化涂层及其制备方法,属于高温抗氧化涂层领域。该涂层主要包括NbB2/Nb3B2复合扩散障和Mo‑W‑ZrB2‑YSZ‑Si硅化物涂层主体。本发明采用新型三步法制备,即卤化物活化包埋法制备NbB2/Nb3B2复合扩散障,料浆浸涂和高温真空烧结法在扩散障表面继续制备Mo‑W‑ZrB2‑YSZ‑Si涂层胚体,最后采用高温硅化法制得Mo‑W‑ZrB2‑YSZ‑Si涂层。本发明涂层结构组分设计合理,制备工艺简单可控,所得产品性能优良,便于大规模工业化应用。
 773
0
773
0
本发明提供了一种具有多维孔结构的镍/石墨复合自支撑膜材料及其制备方法,该方法包含以下步骤:1.以高纯度不同粒度及形貌镍粉混合聚乙烯醇缩丁醛液;2.控制浆料粘度在以薄层硬脂酸锌隔离的石英平板表面覆膜,压膜器控制生膜厚度为50~500μm,置于真空干燥器干燥8小时;3.从石英平板表面移出平整生膜,转移并平置于多孔氧化铝板表面;4.控制升温速率及保温平台,真空烧结得到多孔镍/石墨复合自支撑膜材料。与传统的泡沫镍支撑材料相比,新型多孔镍/石墨复合自支撑膜孔径大大减小至0.5~10μm(商业泡沫镍垂直孔道孔径≥100μm),同时比表面积增加,可大大提高活性物质的负载量,形成的多维孔道结构能有效地缩短分子扩散路径,提高反应物及产物的扩散及传质效率。本发明制备方法简单,工艺参数容易控制,成本低。其产品结构和性质非常适用于制作电极元件载体和催化反应核心支撑材料。
 984
0
984
0
一种金属3D打印产品生产方法及设备,采用金属粉末材料加成型粘接剂的方法,制备出低融化点的热塑性3D金属打印原材料混合料,通过稍许改造商用热融堆积成型法(FDM型法)的3D打印机(见附图),就可以使用制备的此类金属打印原材料混合料,打印出金属零部件产品生坯,通过热脱脂法或化学催化脱脂法等工艺脱除生坯零部件中的成型粘接剂,再用真空烧结或气氛保护烧结方法进行脱除成型粘结剂后的生坯高温烧结,生产出合金化致密的高性能的复杂金属零部件产品。本发明的有益效果是:开发了一种低成本方式的3D打印法生产金属或其它材质的零部件的设备和工艺。
中冶有色为您提供最新的湖南长沙有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


 2025年07月09日 ~ 11日
2025年07月09日 ~ 11日  2025年07月11日 ~ 13日
2025年07月11日 ~ 13日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月16日 ~ 18日
2025年07月16日 ~ 18日  2025年07月17日 ~ 19日
2025年07月17日 ~ 19日 









































































