1.本发明涉及电池加工技术领域,具体为一种
镍锌电池制造工艺及制造设备。
背景技术:
2.镍锌电池是一种目前较为成熟的新型电池,其可以替代传统的镍氢电池,镍锌电池的标称1.6v,常见有5号aa和7号aaa,镍锌电池与镍氢、镍镉电池相比,具有电压高、放电电流强的特点,镍锌电池一般用于数码相机、闪光灯以及电动玩具的供电。
3.棒状的镍锌电池主要由外壳、
电芯、正级片和负极片组成,主要的加工方式是将电池的正负极片和电芯串并联并固定于外壳内,正级片主要通过正极基体制得,而负极片主要通过覆镍钢板制得。
4.现有的部分镍锌电池的正极片和负极片主要通过外界挤压力作用压合在外壳的两端口后,再进行电焊点焊,将正极片和负极片固定,由于传统的电焊方式不够牢固,在后期长时间的使用过程中,易出现正、负极片松动甚至脱落的情况,从而影响镍锌电池的使用寿命。
技术实现要素:
5.本发明的目的在于提供一种正、负极片焊接牢固性程度高的镍锌电池制造工艺及制造设备。
6.为实现上述目的,本发明提供如下技术方案。
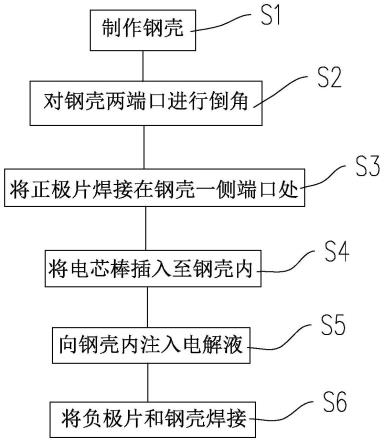
7.一种镍锌电池制造工艺,包括以下步骤:s1,制作钢壳,在圆棒工件内通过钻孔机钻出贯通的通孔形成钢壳;s2,对钢壳两端口进行倒角,将s1制得的钢壳的两端口进行倒角处理,形成截面呈喇叭状的焊接端口;s3,将正极块焊接在钢壳的一侧端口处,将截面呈等腰梯形的正极块置于一侧焊接端口内,添加助焊剂后进行焊接固定;s4,将电芯棒插入至钢壳内,将电芯棒从钢壳的另一端插入钢壳内,电芯棒的一端和正极块抵接;s5,向钢壳内注入
电解液,将电解液注入至钢壳内,使电解液充分的混在电芯棒和钢壳的内壁之间;s6,将负极块和钢壳焊接,将截面呈等腰梯形的负极块置于远离正极块一侧的焊接端口内,添加助焊剂后进行焊接固定,形成电池整体由此可见,通过将正极块焊接在钢壳一侧的焊接端口内,再将电芯棒插入至钢壳内,随后向钢壳内注入电解液,再将负极块焊接在钢壳另一侧的焊接端口内,电芯棒的两端分别抵接于正极块和负极块,完成电池整体的焊接,由于两焊接端口的截面呈喇叭状,在将截面呈等腰梯形状的正极块和负极块置入焊接端口内时,正极块和负极块的外沿表面和焊接端口内壁之间将形成环形的截面呈v形状的焊接槽,便于加大焊接面接,配合添加助焊剂
进行焊接,形成高质量焊池,从而提高焊接强度,使得正极块和负极块更能牢固的焊接在焊接端口内部,避免在使用时正极块和负极块出现松动甚至脱落的情况。
8.进一步的,s3中的正极块由涂有
正极材料的正极基体压制得来;s6中的负极块由涂有
氧化锌与锌的混合物的覆镍钢板压制得来。
9.通过使用涂有正极材料的正极基体压制得来的正极块以及由涂有氧化锌与锌的混合物的覆镍钢板压制得来的负极块,可提高正极块、电芯棒和负极块之间的导电性能,从而有助于电池整体的高效充放电。
10.进一步的,s3和s6中的助焊剂采用的为不锈钢锌镍焊接剂。
11.通过在焊接时添加不锈钢锌镍焊接剂有效的提高了焊接的牢固性。
12.一种镍锌电池制造设备,具有焊接加工台、固定台和焊枪,钢壳上表面沿其长度方向的一侧安装有安装箱,安装箱内设置有换向装置;固定台通过换向装置设置在安装箱沿焊接加工台长度方向的一侧,换向装置可带动固定台进行一百八十度转动换向;固定台内部设有内腔,固定台上下表面之间贯通设有放置口,放置口和内腔相通,固定台内设置有夹持装置;放置口内对称设置有两夹板,两夹板相互靠近的侧表面开设有弧形夹口,通过夹持装置可带动两夹板沿焊接加工台长度方向相互靠近形成夹持效果;焊接加工台上表面位于固定台沿焊接加工台宽度方向的一侧倒置有l形支架,l形支架的悬臂底部和放置口中心对应处竖直的固定有气缸a,气缸a的伸缩杆端部设置有转动装置,焊枪通过转动装置设置于气缸a伸缩杆端部的下方处;转动装置可带动焊枪围绕气缸a的伸缩杆的轴线转动。
13.由此可见,通过夹持装置带动两夹板可将钢壳牢固的夹持在弧形夹口内,再将正极块放置于焊接端口内,随后气缸a伸缩推动焊枪下压进行焊接,同时通过转动装置可带动焊枪绕着钢壳转动一周,便于对正极块和焊接端口内壁之间形成环形v形焊池进行全周焊接,通过换向装置可带动固定台翻转一百八十度,将钢壳焊接好的一端翻转朝下,便于注入电解液以及进行负极块的焊接。
14.进一步的,夹持装置包括转动安装在内腔沿焊接加工台宽度方向一侧的双向螺纹杆、固定于固定台一侧的驱动马达b和两反向啮合套设于焊接加工台外部两侧的移动块;双向螺纹杆一侧端部贯穿延伸至固定台外部并与驱动马达b的输出端同轴固定连接;两夹板对应固定于两移动块延伸至放置口内的端部上。
15.将钢壳置于两弧形夹口之间处,通过驱动马达b工作带动双向螺纹杆转动,啮合驱动两移动块并带动两夹板相互靠近,可将钢壳牢固夹持在弧形夹口内部,从而避免在焊接加工时出现随意晃动的情况,同时通过驱动马达b带动双向螺纹杆转动不同量,可对两移动块之间的距离进行调节,以适用不同外进的电池焊接需要。
16.进一步的,换向装置包括转动安装于安装箱侧表面并贯穿延伸至安装箱内的转动轴、固定在转动轴位于安装箱内的端部的齿轮、竖直的固定在安装箱内底壁的气缸b和固定在气缸b伸缩端端部的齿条;固定台固定在转动轴的外端部上;齿条对应和齿轮啮合传动连接。
17.通过气缸b伸长工作,可推动齿条上移,齿条将啮合驱动齿轮并带动转动轴可以转动一百八十度,从而带动固定台转动换面,便于在正极块焊接好后将钢壳翻转半周,方便进行电解液的注入以及负极块的焊接。
18.进一步的,转动装置包括固定在气缸a伸缩杆端部的驱动马达a、固定在驱动马达a
的输出端部的电动推杆、横向贯穿安装在固定块上的电动推杆和固定在电动推杆伸缩端端部的抱箍;焊枪通过抱箍固定在电动推杆的伸缩端端部。
19.通过驱动马达a工作且在固定块的连接作用下,可带动电动推杆和焊枪进行转动,实现焊枪绕着钢壳转动一周,便于对正极块和焊接端口内壁之间形成环形v形焊池进行全周焊接,同时通过电动推杆的伸缩工作,可带动焊枪进行移动,从而应对不同外径的电池的焊接加工需要。
20.进一步的,两弧形夹口内壁均粘接有橡胶垫,且橡胶垫上均设置有防滑纹。
21.设置的橡胶垫,质地较软,具有一定的缓冲保护效果,避免夹板对钢壳过度夹持,同时橡胶垫配合防滑纹,可增大弧形夹口内壁的摩擦力,避免在夹持钢壳时出现打滑的情况。
附图说明
22.图1为本发明的工艺流程示意图;图2为本发明的钢壳剖面结构示意图;图3为本发明的正、负极块结构示意图;图4为本发明的电池整体结构剖面示意图;图5为本发明的焊接设备结构示意图;图6为本发明的夹持装置结构示意图;图7为本发明的换向装置结构示意图;图8为本发明的转动装置结构示意图。
23.图中标号说明:1、钢壳;101、圆棒工件;102、通孔;103、焊接端口;104、电芯棒;2、正极块;3、负极块;4、焊接加工台;401、安装箱;402、l形支架;4021、悬臂;403、气缸a;5、固定台;501、内腔;502、放置口;503、夹板;504、弧形夹口;6、转动轴;601、齿轮;602、气缸b;603、齿条;7、焊枪;701、驱动马达a;702、固定块;703、电动推杆;704、抱箍;8、双向螺纹杆;801、驱动马达b;802、移动块。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1-4,本发明提供的一种镍锌电池制造工艺,包括以下步骤:s1,制作钢壳1,在圆棒工件101内通过钻孔机钻出贯通的通孔102形成钢壳1;s2,对钢壳1两端口进行倒角,将s1制得的钢壳1的两端口进行倒角处理,形成截面呈喇叭状的焊接端口103;s3,将正极块2焊接在钢壳1的一侧端口处,将截面呈等腰梯形的正极块2置于一侧焊接端口103内,添加助焊剂后进行焊接固定;s4,将电芯棒104插入至钢壳1内,将电芯棒104从钢壳1的另一端插入钢壳1内,电芯棒104的一端和正极块2抵接;
s5,向钢壳1内注入电解液,将电解液注入至钢壳1内,使电解液充分的混在电芯棒104和钢壳1的内壁之间;s6,将负极块3和钢壳1焊接,将截面呈等腰梯形的负极块3置于远离正极块2一侧的焊接端口103内,添加助焊剂后进行焊接固定,形成电池整体。
26.将正极块2焊接在钢壳1一侧的焊接端口103内,再将电芯棒104插入至钢壳1内,随后向钢壳1内注入电解液,再将负极块3焊接在钢壳1另一侧的焊接端口103内,电芯棒104的两端分别抵接于正极块2和负极块3,完成电池整体的焊接,两焊接端口103的截面呈喇叭状,在将截面呈等腰梯形状的正极块2和负极块3置入焊接端口103内时,正极块2和负极块3的外沿表面和焊接端口103内壁之间将形成环形的截面呈v形状的焊接槽,便于加大焊接面接,配合添加助焊剂进行焊接,形成高质量焊池,从而提高焊接强度,使得正极块2和负极块3更能牢固的焊接在焊接端口103内部,避免在使用时正极块2和负极块3出现松动甚至脱落的情况。
27.具体的,s3中的正极块2由涂有正极材料的正极基体压制得来;s6中的负极块3由涂有氧化锌与锌的混合物的覆镍钢板压制得来。使用涂有正极材料的正极基体压制得来的正极块2以及由涂有氧化锌与锌的混合物的覆镍钢板压制得来的负极块3,可提高正极块2、电芯棒104和负极块3之间的导电性能,从而有助于电池整体的高效充放电。
28.具体的,s3和s6中的助焊剂采用的为不锈钢锌镍焊接剂。在焊接时添加不锈钢锌镍焊接剂有效的提高了焊接的牢固性。
29.图中01方向为本实施例设备及其零部件的长度方向,图中02方向为本实施例设备及其零部件的宽度方向,图中03为本实施例设备及其零部件的高度方向。
30.请参阅图4-8,本发明提供的一种镍锌电池制造设备,具有焊接加工台4、固定台5和焊枪7,钢壳1上表面沿其长度方向的一侧安装有安装箱401,安装箱401内设置有换向装置;固定台5通过换向装置设置在安装箱401沿焊接加工台4长度方向的一侧,换向装置可带动固定台5进行一百八十度转动换向;固定台5内部设有内腔501,固定台5上下表面之间贯通设有放置口502,放置口502和内腔501相通,固定台5内设置有夹持装置;放置口502内对称设置有两夹板503,两夹板503相互靠近的侧表面开设有弧形夹口504,通过夹持装置可带动两夹板503沿焊接加工台4长度方向相互靠近形成夹持效果;焊接加工台4上表面位于固定台5沿焊接加工台4宽度方向的一侧倒置有l形支架402,l形支架402的悬臂4021底部和放置口502中心对应处竖直的固定有气缸a403,气缸a403的伸缩杆端部设置有转动装置,焊枪7通过转动装置设置于气缸a403伸缩杆端部的下方处;转动装置可带动焊枪7围绕气缸a403的伸缩杆的轴线转动。
31.将钢壳1放置于两夹板503之间,随后夹持装置工作带动两夹板503可将钢壳1牢固的夹持在弧形夹口504内,再将正极块2放置于焊接端口103内,随后气缸a403伸缩推动焊枪7下压进行焊接,同时通过转动装置可带动焊枪7绕着钢壳1转动一周,便于对正极块2和焊接端口103内壁之间形成环形v形焊池进行全周焊接,通过换向装置可带动固定台5翻转一百八十度,将钢壳1焊接好的一端翻转朝下,便于注入电解液以及进行负极块3的焊接。
32.具体的,夹持装置包括转动安装在内腔501沿焊接加工台4宽度方向一侧的双向螺纹杆8、固定于固定台5一侧的驱动马达b801和两反向啮合套设于焊接加工台4外部两侧的移动块802;双向螺纹杆8一侧端部贯穿延伸至固定台5外部并与驱动马达b801的输出端同
轴固定连接;两夹板503对应固定于两移动块802延伸至放置口502内的端部上。驱动马达b801工作带动双向螺纹杆8转动,啮合驱动两移动块802并带动两夹板503相互靠近,将钢壳1牢固夹持在弧形夹口504内部,避免在焊接加工时出现随意晃动的情况,通过驱动马达b801带动双向螺纹杆8转动不同量,可对两移动块802之间的距离进行调节,以适用不同外进的电池焊接需要。
33.具体的,换向装置包括转动安装于安装箱401侧表面并贯穿延伸至安装箱401内的转动轴6、固定在转动轴6位于安装箱401内的端部的齿轮601、竖直的固定在安装箱401内底壁的气缸b602和固定在气缸b602伸缩端端部的齿条603;固定台5固定在转动轴6的外端部上;齿条603对应和齿轮601啮合传动连接。602伸长工作,可推动齿条603上移,齿条603将啮合驱动齿轮601并带动转动轴6可以转动一百八十度,从而带动固定台5转动换面,便于在正极块2焊接好后将钢壳1翻转半周,方便进行电解液的注入以及负极块3的焊接。
34.具体的,转动装置包括固定在气缸a403伸缩杆端部的驱动马达a701、固定在驱动马达a701的输出端部的电动推杆703、横向贯穿安装在固定块702上的电动推杆703和固定在电动推杆703伸缩端端部的抱箍704;焊枪7通过抱箍704固定在电动推杆703的伸缩端端部。驱动马达a701工作且在固定块702的连接作用下,可带动电动推杆703和焊枪7进行转动,实现焊枪7绕着钢壳1转动一周,便于对正极块2和焊接端口103内壁之间形成环形v形焊池进行全周焊接,同时通过电动推杆703的伸缩工作,可带动焊枪7进行移动,从而应对不同外径的电池的焊接加工需要。
35.具体的,两弧形夹口504内壁均粘接有橡胶垫,且橡胶垫上均设置有防滑纹。设置的橡胶垫,质地较软,具有一定的缓冲保护效果,避免夹板503对钢壳1过度夹持,同时橡胶垫配合防滑纹,可增大弧形夹口504内壁的摩擦力,避免在夹持钢壳1时出现打滑的情况。
36.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。技术特征:
1.一种镍锌电池制造工艺,包括以下步骤:s1,制作钢壳(1),在圆棒工件(101)内通过钻孔机钻出贯通的通孔(102)形成钢壳(1);s2,对所述钢壳(1)两端口进行倒角,将所述s1制得的所述钢壳(1)的两端口进行倒角处理,形成截面呈喇叭状的焊接端口(103);s3,将正极块(2)焊接在所述钢壳(1)的一侧端口处,将截面呈等腰梯形的正极块(2)置于一侧所述焊接端口(103)内,添加助焊剂后进行焊接固定;s4,将电芯棒(104)插入至所述钢壳(1)内,将电芯棒(104)从所述钢壳(1)的另一端插入所述钢壳(1)内,所述电芯棒(104)的一端和所述正极块(2)抵接;s5,向所述钢壳(1)内注入电解液,将电解液注入至钢壳(1)内,使电解液充分的混在所述电芯棒(104)和所述钢壳(1)的内壁之间;s6,将负极块(3)和所述钢壳(1)焊接,将截面呈等腰梯形的负极块(3)置于远离所述正极块(2)一侧的焊接端口(103)内,添加助焊剂后进行焊接固定,形成电池整体。2.根据权利要求1所述的一种镍锌电池制造工艺,其特征在于:所述s3中的所述正极块(2)由涂有正极材料的正极基体压制得来;所述s6中的所述负极块(3)由涂有氧化锌与锌的混合物的覆镍钢板压制得来。3.根据权利要求1所述的一种镍锌电池制造工艺,其特征在于:所述s3和所述s6中的助焊剂采用的为不锈钢锌镍焊接剂。4.一种镍锌电池制造设备,具有焊接加工台(4)、固定台(5)和焊枪(7),其特征在于:所述钢壳(1)上表面沿其长度方向的一侧安装有安装箱(401),所述安装箱(401)内设置有换向装置;所述固定台(5)通过所述换向装置设置在所述安装箱(401)沿所述焊接加工台(4)长度方向的一侧,所述换向装置可带动所述固定台(5)进行一百八十度转动换向;所述固定台(5)内部设有内腔(501),所述固定台(5)上下表面之间贯通设有放置口(502),所述放置口(502)和所述内腔(501)相通,所述固定台(5)内设置有夹持装置;所述放置口(502)内对称设置有两夹板(503),两所述夹板(503)相互靠近的侧表面开设有弧形夹口(504),通过所述夹持装置可带动两所述夹板(503)沿所述焊接加工台(4)长度方向相互靠近形成夹持效果;所述焊接加工台(4)上表面位于所述固定台(5)沿所述焊接加工台(4)宽度方向的一侧倒置有l形支架(402),所述l形支架(402)的悬臂(4021)底部和所述放置口(502)中心对应处竖直的固定有气缸a(403),所述气缸a(403)的伸缩杆端部设置有转动装置,所述焊枪(7)通过所述转动装置设置于所述气缸a(403)伸缩杆端部的下方处;所述转动装置可带动所述焊枪(7)围绕所述气缸a(403)的伸缩杆的轴线转动。5.根据权利要求4所述的一种镍锌电池制造设备,其特征在于:所述夹持装置包括转动安装在所述内腔(501)沿所述焊接加工台(4)宽度方向一侧的双向螺纹杆(8)、固定于所述固定台(5)一侧的驱动马达b(801)和两反向啮合套设于所述焊接加工台(4)外部两侧的移动块(802);所述双向螺纹杆(8)一侧端部贯穿延伸至所述固定台(5)外部并与所述驱动马达b(801)的输出端同轴固定连接;两所述夹板(503)对应固定于两所述移动块(802)延伸至所述放置口(502)内的端部
上。6.根据权利要求4所述的一种镍锌电池制造设备,其特征在于:所述换向装置包括转动安装于所述安装箱(401)侧表面并贯穿延伸至所述安装箱(401)内的转动轴(6)、固定在所述转动轴(6)位于所述安装箱(401)内的端部的齿轮(601)、竖直的固定在所述安装箱(401)内底壁的气缸b(602)和固定在所述气缸b(602)伸缩端端部的齿条(603);所述固定台(5)固定在所述转动轴(6)的外端部上;所述齿条(603)对应和所述齿轮(601)啮合传动连接。7.根据权利要求4所述的一种镍锌电池制造设备,其特征在于:所述转动装置包括固定在所述气缸a(403)伸缩杆端部的驱动马达a(701)、固定在所述驱动马达a(701)的输出端部的电动推杆(703)、横向贯穿安装在固定块(702)上的电动推杆(703)和固定在所述电动推杆(703)伸缩端端部的抱箍(704);所述焊枪(7)通过所述抱箍(704)固定在所述电动推杆(703)的伸缩端端部。8.根据权利要求4所述的一种镍锌电池制造设备,其特征在于:两所述弧形夹口(504)内壁均粘接有橡胶垫,且橡胶垫上均设置有防滑纹。
技术总结
本发明具体为一种镍锌电池制造工艺及制造设备,包括以下步骤:S1,制作钢壳,在圆棒工件内通过钻孔机钻出贯通的通孔形成钢壳;S2,对钢壳两端口进行倒角,将S1制得的钢壳的两端口进行倒角处理,形成截面呈喇叭状的焊接端口;S3,将正极块焊接在钢壳的一侧端口处,将截面呈等腰梯形的正极块置于一侧焊接端口内,添加助焊剂后进行焊接固定;S4,将电芯棒插入至钢壳内,将电芯棒从钢壳的另一端插入钢壳内。两焊接端口的截面呈喇叭状,在将截面呈等腰梯形状的正极块和负极块置入焊接端口内时,正极块和负极块的外沿表面和焊接端口内壁之间将形成环形的截面呈V形状的焊接槽,便于加大焊接面接,配合添加助焊剂进行焊接,形成高质量焊池,从而提高焊接强度。从而提高焊接强度。从而提高焊接强度。
技术研发人员:赖汉臻 刘为忠 龚曙东 宋涛 陆凤琼 赖权锋 蔡洁
受保护的技术使用者:赖汉臻
技术研发日:2022.10.17
技术公布日:2022/12/12
声明:
“镍锌电池制造工艺及制造设备的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1203
编辑:北方有色网
来源:赖汉臻
1203
编辑:北方有色网
来源:赖汉臻



 咨询细节
咨询细节















































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















