1.本实用新型涉及
锂电池
铜箔包装技术领域,具体涉及锂电池铜箔卷柔性包装线。
背景技术:
2.铜箔在锂电池结构中充当负极活性材料的载体和负极
集流体,
锂电铜箔质量和成本分别约占典型锂电池总质量和总成本的13%和8%左右,是锂电池中的
关键材料之一,受益于
新能源汽车动力电池的爆发式增长,对锂电铜箔生产的全流程提出了高要求,越来越多的工序面临产业升级,特别是后段的流水线式的自动化包装系统发展潜力巨大,视觉技术的不断革新为制造业的需求提供了可行方案,使锂电池铜箔卷的柔性混产成为可能。
3.
电解铜箔生产包装装备的核心部件大量依赖进口,设备供应紧张、拉长扩产周期,基于锂电铜箔这样价值较高、质量较重、种类繁多和容易损坏的物品,锂电铜箔加工所实施的传统包装方式还是依靠人工去实现,效率较为低下,难以满足大批量的产能需求,因此,亟需设计锂电池铜箔卷柔性包装线来解决上述问题。
技术实现要素:
4.本实用新型的目的是提供锂电池铜箔卷柔性包装线,以解决现有技术中的上述不足之处。
5.为了实现上述目的,本实用新型提供如下技术方案:
6.锂电池铜箔卷柔性包装线,包括dws系统、木箱移载rgv、铜箔夹取机、铁托盘移载rgv、三轴移载机械手、顶板链输送机构、阁板输送机构和护栏,所述阁板输送机构包括上料阁板输送机、称量阁板输送机、打包阁板输送机和下料阁板输送机,所述打包阁板输送机的顶部通过螺栓安装有pp自动穿剑式打带机,所述木箱移载rgv设置在上料阁板输送机和称量阁板输送机之间,所述dws系统固定安装在铁托盘移载rgv的顶部,所述顶板链输送机构包括顶板链输送机一和顶板链输送机二,所述木箱移载rgv的一侧设置有木箱支架检测装置,所述木箱支架检测装置的一侧设置有木箱入料可视化系统,所述木箱支架检测装置的外部通过螺栓安装有木箱盖夹取机,所述三轴移载机械手固定安装在铜箔夹取机和铁托盘移载rgv的顶部。
7.进一步的,所述木箱移载rgv的一侧设置有开箱位,所述开箱位远离木箱移载rgv的一侧设置有人工操作位。
8.进一步的,所述人工操作位的内侧设置有真空充氮封口机构,所述铁托盘移载rgv设置在顶板链输送机一和顶板链输送机二之间。
9.进一步的,所述铜箔夹取机设置在铁托盘移载rgv的一侧,所述称量阁板输送机固定安装在上料阁板输送机和打包阁板输送机之间。
10.进一步的,所述下料阁板输送机设置在打包阁板输送机的一侧,所述顶板链输送机一和顶板链输送机二的底部均固定安装有液压升降机。
11.进一步的,所述护栏设置在顶板链输送机构和阁板输送机构的外部,所述护栏的
外部设置有wcs系统。
12.进一步的,所述护栏靠近铁托盘移载rgv的外部两侧分别开设有铁托盘入料口和铁托盘出料口,所述护栏靠近上料阁板输送机的外部开设有空木箱入料口。
13.在上述技术方案中,本实用新型提供的锂电池铜箔卷柔性包装线,针对锂电铜箔产品,本实用新型的柔性生产线颠覆了传统的人工或半自动包装方式,实现了自动化,效率大大提高,可以满足大批量的产能需求;本实用新型引入视觉检测系统以及dws系统等,实现了锂电铜箔的柔性包装生产,降低了人工劳动强度,提升了设备的智能化,为信息化工厂提供了必要条件;设备实现了价值较高、质量较重、种类繁多和容易损坏的锂电铜箔的自动化柔性包装生产。
附图说明
14.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
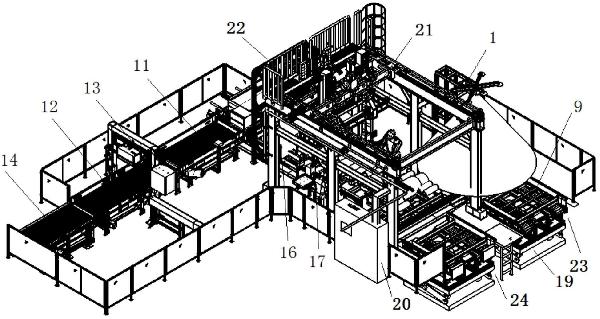
15.图1为本实用新型锂电池铜箔卷柔性包装线实施例提供的立体结构示意图。
16.图2为本实用新型锂电池铜箔卷柔性包装线实施例提供的顶面示意图。
17.图3为本实用新型锂电池铜箔卷柔性包装线实施例提供的铜箔夹取机结构示意图
18.图4为本实用新型锂电池铜箔卷柔性包装线实施例提供的工艺路线示意图。
19.附图标记说明:
20.1dws系统、2上料阁板输送机、3木箱入料可视化系统、4木箱移载rgv、5木箱盖夹取机、6铜箔夹取机、7木箱支架检测装置、8铁托盘移载rgv、9顶板链输送机一、10顶板链输送机二、11称量阁板输送机、12打包阁板输送机、13pp自动穿剑式打带机、14下料阁板输送机、15真空充氮封口机构、16开箱位、17人工操作位、18护栏、19液压升降机、20wcs系统、21三轴移载机械手、22空木箱入料口、23铁托盘入料口、24铁托盘出料口。
具体实施方式
21.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
22.如图1-4所示,本实用新型实施例提供的锂电池铜箔卷柔性包装线,包括dws系统1、木箱移载rgv4、铜箔夹取机6、铁托盘移载rgv8、三轴移载机械手21、顶板链输送机构、阁板输送机构和护栏18,阁板输送机构包括上料阁板输送机2、称量阁板输送机11、打包阁板输送机12和下料阁板输送机14,打包阁板输送机12的顶部通过螺栓安装有pp自动穿剑式打带机13,木箱移载rgv4设置在上料阁板输送机2和称量阁板输送机11之间,dws系统1固定安装在铁托盘移载rgv8的顶部,顶板链输送机构包括顶板链输送机一9和顶板链输送机二10,木箱移载rgv4的一侧设置有木箱支架检测装置7,木箱支架检测装置7的一侧设置有木箱入料可视化系统3,木箱支架检测装置7的外部通过螺栓安装有木箱盖夹取机5,三轴移载机械手21固定安装在铜箔夹取机6和铁托盘移载rgv8的顶部。
23.具体的,本实施例中,包括dws系统1、木箱移载rgv4、铜箔夹取机6、铁托盘移载rgv8、三轴移载机械手21、顶板链输送机构、阁板输送机构和护栏18,阁板输送机构包括上
料阁板输送机2、称量阁板输送机11、打包阁板输送机12和下料阁板输送机14,dws系统1满足体积、称重和扫码的管理服务,人工根据木箱入料可视化系统3提示利用液压叉车将对应木箱放入上料阁板输送机2上,打包阁板输送机12的顶部通过螺栓安装有pp自动穿剑式打带机13,木箱移载rgv4设置在上料阁板输送机2和称量阁板输送机11之间,木箱移载rgv4(阁板输送机+移载台车+定位机构)移载到木箱盖夹取机5的工位,木箱移载rgv4移载到铜箔和木箱组装工位等待组装,dws系统1固定安装在铁托盘移载rgv8的顶部,顶板链输送机构包括顶板链输送机一9和顶板链输送机二10,人工利用地牛叉车将成品置放铁托盘送进铁托盘入料口23的顶板链输送机一9,铜箔含铁架进入铁托盘移载rgv8,dws系统1自动识别抓取位置,并二次校对铜箔信息,铁托盘移载rgv8移载到三轴移载机械手21抓取工位,铜箔夹取机6抓取铜箔(人工已单边套入包装袋),提升过程中铜箔自动居中,铜箔夹取机6横移到人工操作位17(木箱移载rgv已到位),同时三轴移载机械手21根据dws系统1和木箱支架检测装置7的信息二次进行定位,木箱移载rgv4的一侧设置有木箱支架检测装置7,木箱支架检测装置7的一侧设置有木箱入料可视化系统3,木箱支架检测装置7的外部通过螺栓安装有木箱盖夹取机5,移载到木箱盖夹取机5的工位,木箱盖夹取机5开盖并提升,木箱型号视觉二次校对,三轴移载机械手21固定安装在铜箔夹取机6和铁托盘移载rgv8的顶部。
24.本实用新型提供的一个实施例中,如图1和图2所示的,木箱移载rgv4的一侧设置有开箱位16,开箱位16远离木箱移载rgv4的一侧设置有人工操作位17,木箱移载rgv4移动到开箱位16的位置进行开箱,开箱子后再送到人工操作位17。
25.本实用新型提供的另一个实施例中,如图1、图2、图3和图4所示的,人工操作位17的内侧设置有真空充氮封口机构15,人员进行套袋,套袋完成后手动确认然后铜箔入箱,机械手自动移动到指定的等待位,系统判断箱体大小,长度小于1500的箱体,木箱移载rgv4上的隔板链带动木箱2次移位,满足小产品的人工作做方便性,即一侧人工先操作,另一侧人工后操作,然后箱体回到中位,夹持结构进行抱紧,激光测距,人员通过真空充氮封口机构15进行抽真空及充氮气、封双端口和放干燥剂等工作后,人工确认,人工套上下一个产品套袋,执行下一个动作确认键,铁托盘移载rgv8设置在顶板链输送机一9和顶板链输送机二10之间,铜箔全部移出铁框架后,铁托盘移载rgv8的电机启动,将空托盘送入顶板链输送机二10,顶板链输送机通过液压升降机19下降,人工地牛叉车移出,铁托盘移载rgv8回到进料初始位,等待下一成品铁托盘进入。
26.本实用新型提供的再一个实施例中,如图1、图2和图3所示的,铜箔夹取机6设置在铁托盘移载rgv8的一侧,称量阁板输送机11固定安装在上料阁板输送机2和打包阁板输送机12之间,当铜箔装入木箱封装抽真空充氮贴标签等人工作业结束后,人工确认,木箱移载rgv4移载到木箱盖夹取机4的工位,系统判断箱体大小,长度小于1500的箱体,根据人工操作位激光测距的数值变化对开箱机械手位置进行修正,木箱盖夹取机4的机械手下降,将箱盖装在木箱上部,完成合箱,木箱移载rgv4移载到进出料原位,将包装好的木箱送入称重工位,然后新箱子可以进入,木箱称量阁板输送机11进行称重(合格放行,不合格三色等蜂鸣提示,人工在线排出或下线后处理,此时打包机不打带),称重合格的木箱暂停输送,等待人工贴标签(预留的备用贴标签工位)。人工确认标签结束,启动确认键,完成标签粘贴的木箱进入打包阁板输送机12,再通过pp自动穿剑式打带机13将木箱进行打包,打包道数和位置程序提前获取并自动完成,打包好的木箱进入下料阁板输送机14,人工利用液压叉车将木
箱下线。
27.本实用新型提供的再一个实施例中,如图1、图2和图3所示的,下料阁板输送机14设置在打包阁板输送机12的一侧,顶板链输送机一9和顶板链输送机二10的底部均固定安装有液压升降机19,成品放进铁托盘送进铁托盘入料口23的顶板链输送机一9,在铜箔全部移出后,铁托盘移载rgv8将空托盘送入顶板链输送机二10,液压升降机19使顶板链输送机一9和顶板链输送机二10进行升降操作。
28.本实用新型提供的再一个实施例中,如图1、图2、图3和图4所示的,护栏18设置在顶板链输送机构和阁板输送机构的外部,护栏18的外部设置有wcs系统20,wcs系统20全程控制包装线,wcs系统20全程控制操作顶板链输送机构和阁板输送机构等的运行。
29.本实用新型提供的再一个实施例中,如图1、图2、图3和图4所示的,护栏18靠近铁托盘移载rgv8的外部两侧分别开设有铁托盘入料口23和铁托盘出料口24,护栏18靠近上料阁板输送机2的外部开设有空木箱入料口22,利用液压叉车从空木箱入料口22将对应木箱放入上料阁板输送机2。
30.工作原理:在左边空木箱入料口22上空木箱,通过木箱移载rgv4移动到开箱位16开箱,开箱子后再送到人工操作位17,右边铁托盘装满各种型号铜箔,通过铁托盘移载rgv8移动到铜箔夹取机6下方,夹取机械手抓起铜箔移动到人工操作位,人工套袋,放进木箱托架上通过真空充氮封口机构15抽真空,充氮气,封口,木箱移载rgv4返回开箱位16合箱盖,再返回初始位置,继续称重和打包,然后下线。
31.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。技术特征:
1.锂电池铜箔卷柔性包装线,包括dws系统(1)、木箱移载rgv(4)、铜箔夹取机(6)、铁托盘移载rgv(8)、三轴移载机械手(21)、顶板链输送机构、阁板输送机构和护栏(18),其特征在于,所述阁板输送机构包括上料阁板输送机(2)、称量阁板输送机(11)、打包阁板输送机(12)和下料阁板输送机(14),所述打包阁板输送机(12)的顶部通过螺栓安装有pp自动穿剑式打带机(13),所述木箱移载rgv(4)设置在上料阁板输送机(2)和称量阁板输送机(11)之间,所述dws系统(1)固定安装在铁托盘移载rgv(8)的顶部,所述顶板链输送机构包括顶板链输送机一(9)和顶板链输送机二(10),所述木箱移载rgv(4)的一侧设置有木箱支架检测装置(7),所述木箱支架检测装置(7)的一侧设置有木箱入料可视化系统(3),所述木箱支架检测装置(7)的外部通过螺栓安装有木箱盖夹取机(5),所述三轴移载机械手(21)固定安装在铜箔夹取机(6)和铁托盘移载rgv(8)的顶部。2.根据权利要求1所述的锂电池铜箔卷柔性包装线,其特征在于,所述木箱移载rgv(4)的一侧设置有开箱位(16),所述开箱位(16)远离木箱移载rgv(4)的一侧设置有人工操作位(17)。3.根据权利要求2所述的锂电池铜箔卷柔性包装线,其特征在于,所述人工操作位(17)的内侧设置有真空充氮封口机构(15),所述铁托盘移载rgv(8)设置在顶板链输送机一(9)和顶板链输送机二(10)之间。4.根据权利要求1所述的锂电池铜箔卷柔性包装线,其特征在于,所述铜箔夹取机(6)设置在铁托盘移载rgv(8)的一侧,所述称量阁板输送机(11)固定安装在上料阁板输送机(2)和打包阁板输送机(12)之间。5.根据权利要求1所述的锂电池铜箔卷柔性包装线,其特征在于,所述下料阁板输送机(14)设置在打包阁板输送机(12)的一侧,所述顶板链输送机一(9)和顶板链输送机二(10)的底部均固定安装有液压升降机(19)。6.根据权利要求1所述的锂电池铜箔卷柔性包装线,其特征在于,所述护栏(18)设置在顶板链输送机构和阁板输送机构的外部,所述护栏(18)的外部设置有wcs系统(20)。7.根据权利要求1所述的锂电池铜箔卷柔性包装线,其特征在于,所述护栏(18)靠近铁托盘移载rgv(8)的外部两侧分别开设有铁托盘入料口(23)和铁托盘出料口(24),所述护栏(18)靠近上料阁板输送机(2)的外部开设有空木箱入料口(22)。
技术总结
本实用新型公开了锂电池铜箔卷柔性包装线,包括DWS系统、木箱移载RGV、铜箔夹取机、铁托盘移载RGV、三轴移载机械手、顶板链输送机构、阁板输送机构和护栏,阁板输送机构包括上料阁板输送机、称量阁板输送机、打包阁板输送机和下料阁板输送机,打包阁板输送机的顶部通过螺栓安装有PP自动穿剑式打带机,木箱移载RGV设置在上料阁板输送机和称量阁板输送机之间,DWS系统固定安装在铁托盘移载RGV的顶部,顶板链输送机构包括顶板链输送机一和顶板链输送机二,木箱移载RGV的一侧设置有木箱支架检测装置,本实用新型的柔性生产线颠覆了传统的人工或半自动包装方式,实现了自动化,效率大大提高,可以满足大批量的产能需求。可以满足大批量的产能需求。可以满足大批量的产能需求。
技术研发人员:刘承翰 梁西波 许政学 吕正旋 张峰 杨旭 徐承嵩
受保护的技术使用者:金锋馥(滁州)科技股份有限公司
技术研发日:2023.03.13
技术公布日:2023/6/20
声明:
“锂电池铜箔卷柔性包装线的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 653
编辑:北方有色网
来源:金锋馥(滁州)科技股份有限公司
653
编辑:北方有色网
来源:金锋馥(滁州)科技股份有限公司



 咨询细节
咨询细节












































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 
















