1.本发明涉及磁性材料技术领域,具体是涉及一种各向异性橡胶复合
稀土永磁取向成型工艺。
背景技术:
2.橡胶复合稀土永磁体是采用稀土永磁粉、热塑性橡胶和少量的加工助剂通过压延、挤出等工艺制备而成得,其加工工艺简单、易成型。因其可制备成片状、条状、环状以及其它各种复杂形状以满足不同要求,可广泛应用于微特电机、冰箱门封、玩具、文具、广告等行业。
3.目前市场上柔性橡胶复合稀土永磁产品大多都是各向同性的,其最大磁能积普遍低于10mgoe,应用受限。注塑稀土永磁虽然可以在模具中加入磁场进行取向,但是注塑粒料流动性差,其填粉比例低,且注塑取向磁场普遍偏低,一般都小于1.5t,磁粉含量低,取向度差,磁能积也普遍较低,一般在12mgoe以下,并且不具有橡胶柔韧性。
4.传统的橡胶
钕铁硼磁条通常采用各向同性粘结钕铁硼粉与cpe、橡胶等高分子粘结剂以及辅助添加剂加温密练后采用压延、挤出、模压等工艺制成,具有较好的橡胶柔韧性,可制备成条状、卷状、片状及各种复杂形状,广泛应用于微特电机、冰箱、消毒柜、厨柜、玩具、文具、广告、自动化等行业。但是传统橡胶钕铁硼磁性能偏低,最大磁能积低于9mgoe,普遍在3-7mgoe,磁性能不能满足高端客户的需求。
5.专利申请cn201110152832.1公布了一种压延各向异性柔性稀土粘结磁体及其制造方法,该方法先将各向异性稀土复合永磁粉末、粘接剂以及加工助剂混炼均匀后破碎,压延成型,该成型方法主要是采用压延双辊压制的应力场取向,其取向效果差,取向度低,远远不及磁场取向。
技术实现要素:
6.本发明的目的是为了克服上述背景技术的不足,拓宽橡胶钕铁硼应用领域,满足更多市场对于磁性材料的磁性能要求,提供一种各向异性橡胶复合稀土永磁取向成型工艺,该工艺通过对颗粒料加热软化后外加磁场进行排列取向成型,可制备最大磁能积大于10mgoe的柔性橡胶复合稀土永磁磁体,提升柔性橡胶钕铁硼磁性能。
7.为达到本发明的目的,本发明的各向异性橡胶复合稀土永磁取向成型工艺包含以下步骤:
8.(1)选用热塑性高分子材料作为粘结剂,选用各向异性稀土永磁磁粉作为填充剂,将粘结剂、辅助材料以及磁粉通过密炼工艺混炼均匀,将混炼后的料用破碎设备破碎成颗粒或者粉状;
9.(2)将破碎后的料用挤出机挤出成型,成型工艺流程为:
10.①
设备预热,螺杆第一段温度:65-95℃,第二段温度:80-140℃,第三段温度:120-180℃;
11.②
设备预热后,将破碎后的料加入料斗中,打开挤出机,转速设置为100-800转/min,加热后的料通过加有磁场的口模时根据磁场方向整齐排列,实现取向目的,得到磁条;
12.③
取向后的磁条再经过隔热件和冷却导引模冷却成型(冷却水温0-10℃,取向后磁条由于温度较高磁条较软容易变形,并且容易随着磁场扭动导致磁条变形),挤出成品,进行硫化或不硫化。
13.进一步地,在本发明的一些实施方式中,所述高分子粘结剂类别不限,主要包括橡胶和热塑性材料如:氯丁橡胶、乙丙橡胶、氟橡胶、硅橡胶、丁腈橡胶、cpe、pvc、eva、tpe、tpo等一种或多种的混合。
14.进一步地,在本发明的一些实施方式中,所述各向异性稀土永磁粉的最大磁能积为30mgoe-50mgoe,包括各向异性钕铁硼粉(ndfeb)、各向异性钕铁氮粉(ndfen)和各向异性钐铁氮(smfen)粉等。
15.进一步地,在本发明的一些实施方式中,所述辅助材料包括硫化剂、防老剂、偶联剂、增塑剂中的一种或几种,根据粘结剂要求,不加或加入其中一种或几种,根据加入的粘结剂类型硫化或者不硫化。
16.进一步地,在本发明的一些实施方式中,所述硫化剂选自硫磺、过氧化物、醌类化合物中的一种或几种。
17.进一步地,在本发明的一些实施方式中,所述防老剂选自防老剂rd、防老剂cppd中的一种或几种。
18.进一步地,在本发明的一些实施方式中,所述偶联剂选自
铝酸酯偶联剂、钛酸酯偶联剂、铝钛复合偶联剂中的一种或几种。
19.进一步地,在本发明的一些实施方式中,所述增塑剂选自环氧大豆油、邻苯二甲酸二辛酯(dop)中的一种或几种。
20.进一步地,在本发明的一些实施方式中,所述的粘结剂、磁粉、辅助材料的比例不限,一般要求按重量份数计粘结剂为6-20份,磁粉为80-94份,辅助材料为0-2份。
21.进一步地,在本发明的一些实施方式中,所述密炼设备不限,要求具备加热、加压、冷却功能,密炼温度一般要求在80-220℃,密炼气压一般要求在0.3-2mpa。
22.进一步地,在本发明的一些实施方式中,所述破碎设备不限,破碎颗粒大小不限,
破碎机筛网孔径一般要求为φ1-φ8mm。
23.进一步地,在本发明的一些实施方式中,所述挤出机类型不限,要求具备加热和冷却功能,挤出机预热温度不限,一般要求在60-180℃,冷却温度一般要求在-5℃-15℃。
24.进一步地,在本发明的一些实施方式中,所述磁场是接通电磁铁产生的1-3t特斯拉电磁场,磁场磁头上、下磁极分别为n、s极。
25.本发明中在挤出机头部设计不导磁金属模具(如无磁钢等材质),在模具上下或左右两侧加装恒定磁场的电磁铁,将模具前端进行加热,使橡胶复合永磁粒料软化具有较好的流动性,在软化状态下使用磁场使其排列取向,在模具的后半段采用冷却水使模具冷却,将磁条在模具中冷却成型。采用该工艺制备的各向异性橡胶复合稀土永磁材料具有较好的取向度,根据金属模具的不同形状、尺寸可以制备各种异型及不同尺寸的条、带状柔性复合永磁材料,应用于微型马达电机、
传感器、强力磁吸等高精尖领域。
具体实施方式
26.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。应当理解,以下描述仅仅用以解释本发明,并不用于限定本发明。
27.本发明要素或组分前的不定冠词“一种”和“一个”对要素或组分的数量要求(即出现次数)无限制性。因此“一个”或“一种”应被解读为包括一个或至少一个,并且单数形式的要素或组分也包括复数形式,除非所述数量明显只指单数形式。
28.此外,下面所描述的术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不是必须针对相同的实施例或示例。而且,本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
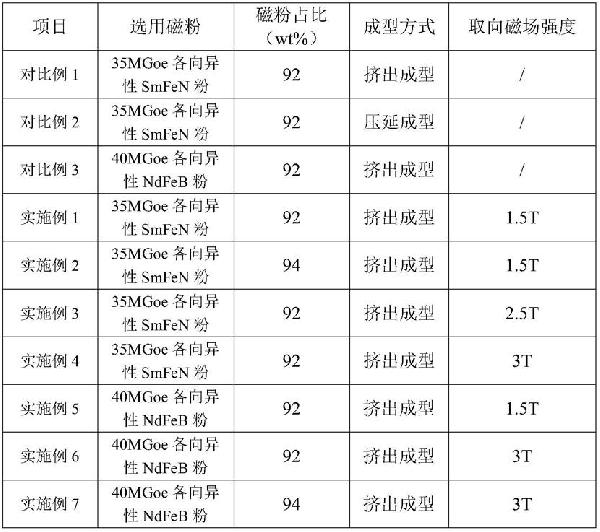
29.对比例1
30.选用磁能积为35mgoe的各向异性smfen粉92份、cpe 4份、eva 3份、硫化剂(dcp)0.2份、防老剂(rd)0.2份、增塑剂(大豆油)0.6份。将材料加入到密练机中密练,密练温度115℃,密练时间25min,密练完成后将料倒出破碎成φ3mm颗粒料。将破碎后的颗粒料加入到预热好的挤出机中,挤出机温度为第一段80℃,第二段90℃,第三段:125℃,通过螺杆将颗粒料推送到挤出口模内挤出。挤出尺寸:7x3mm,裁切成长度50mm,测试最大磁能积(bh)max,厚度方向充磁测试表磁。
31.对比例2
32.选用磁能积为35mgoe的各向异性smfen粉92份、cpe 4份、eva 3份、硫化剂(dcp)0.2份、防老剂(rd)0.2份、增塑剂(大豆油)0.6份。将材料加入到密练机中密练,密练温度115℃,密练时间25min,密练完成后将料倒出破碎成φ3mm颗粒料。将破碎后的颗粒料加入到预热好的压延机辊筒中,辊温设置,前辊:65℃,后辊:85℃。通过压延应力取向成型。压延厚度3mm,裁切尺寸50x7mm,测试最大磁能积(bh)max,厚度方向充磁测试表磁。
33.对比例3
34.与对比例1不同的是采用最大磁能积为40mgoe的各向异性钕铁硼粉。
35.实施例1
36.选用磁能积为35mgoe的各向异性smfen粉92份、cpe 4份、eva 3份、防老剂(rd)0.3份、增塑剂(大豆油)0.7份。将材料加入到密练机中密练,密练温度115℃,密练时间25min,密练完成后将料倒出破碎成φ3mm颗粒料。取向成型工艺流程:1.设备预热,第一段温度:80℃,第二段温度:125℃,第三段温度:135℃;2.设备预热后,将破碎好的颗粒料加入料斗中,打开挤出机,转速设置300转/min,将颗粒料经螺杆推送到口模中;3.接通电磁铁产生1.5(t)特斯拉电磁场,磁头上、下磁极分别为n、s极,加热后的料通过加有磁场的口模时根据磁场方向整齐排列,实现取向目的;4.取向后的磁条再经过隔热件和冷却导引模,冷却水温5℃,冷却成型;5.最后挤出成成品,挤出尺寸:7x3mm裁切成长度50mm,测试最大磁能积(bh)max,厚度方向充磁测试表磁。
37.实施例2
38.与实施例1不同的是调整了配方及工艺条件。具体而言,选用磁能积为35mgoe各向异性smfen粉94份、丁腈橡胶5.2份、硫化剂(dcp)0.2份、防老剂(rd)0.2份、增塑剂(大豆油)0.4份。将材料加入到密练机中密练,密练温度135℃,密练时间30min,密练完成后将料倒出破碎成φ3mm颗粒料。取向成型工艺流程:1.设备预热,第一段温度:95℃,第二段温度:130℃,第三段温度:145℃;2.设备预热后,将破碎好的颗粒料加入料斗中,打开挤出机,转速设置150转/min,将颗粒料经螺杆推送到口模中;3.接通电磁铁产生1.5(t)特斯拉电磁场,磁头上、下磁极分别为n、s极,加热后的料通过加有磁场的口模时根据磁场方向整齐排列,实现取向目的;4.取向后的磁条再经过隔热件和冷却导引模,冷却水温5℃,冷却成型;5.最后挤出成成品,再放入180℃烘道中加热硫化30min,最后裁切成50x7x3mm测试,测试最大磁能积(bh)max,厚度方向充磁测试表磁。
39.实施例3
40.与实施例1不同的是提高取向磁场强度到2.5(t)特斯拉。
41.实施例4
42.与实施例1不同的是提高取向磁场强度到3(t)特斯拉。
43.实施例5
44.与实施例1不同的是采用最大磁能积为40mgoe的各向异性钕铁硼粉。
45.实施例6
46.与实施例5不同的是取向磁场强度提高到了3(t)特斯拉。
47.实施例7
48.与实施例6不同的是提高磁粉比例至94份。
49.各实施例和对比例的具体说明见表1。
50.表1各实施例和对比例的具体说明
[0051][0052]
各实施例和对比例所制备的橡胶磁体的磁性能见表2
[0053]
表2各实施例和对比例所制备的橡胶磁体的磁性能
[0054][0055]
本领域的技术人员容易理解,以上所述仅为本发明的实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。技术特征:
1.一种各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述各向异性橡胶复合稀土永磁取向成型工艺包含以下步骤:(1)选用热塑性高分子材料作为粘结剂,选用各向异性稀土永磁磁粉作为填充剂,将粘结剂、辅助材料以及磁粉通过密炼工艺混炼均匀,将混炼后的料用破碎设备破碎成颗粒或者粉状;(2)将破碎后的料用挤出机挤出成型,成型工艺流程为:
①
设备预热,螺杆第一段温度:65-95℃,第二段温度:80-140℃,第三段温度:120-180℃;
②
设备预热后,将破碎后的料加入料斗中,打开挤出机,转速设置为100-800转/min,加热后的料通过加有磁场的口模时根据磁场方向整齐排列,实现取向目的,得到磁条;
③
取向后的磁条再经过隔热件和冷却导引模冷却成型,挤出成品,进行硫化或不硫化。2.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述高分子粘结剂为氯丁橡胶、乙丙橡胶、氟橡胶、硅橡胶、丁腈橡胶、cpe、pvc、eva、tpe、tpo中一种或多种的混合;优选地,所述各向异性稀土永磁粉的最大磁能积为30mgoe-50mgoe,选自各向异性钕铁硼粉、各向异性钕铁氮粉和各向异性钐铁氮粉中一种或多种的混合。3.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述辅助材料为硫化剂、防老剂、偶联剂、增塑剂中的一种或几种;优选地,所述硫化剂选自硫磺、过氧化物、醌类化合物中的一种或几种;优选地,所述防老剂选自防老剂rd、防老剂cppd中的一种或几种。4.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述偶联剂选自铝酸酯偶联剂、钛酸酯偶联剂、铝钛复合偶联剂中的一种或几种。5.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述增塑剂选自环氧大豆油、邻苯二甲酸二辛酯中的一种或几种。6.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述粘结剂、磁粉、辅助材料按重量份数计,粘结剂为6-20份,磁粉为80-94份,辅助材料为0-2份。7.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述密炼设备具备加热、加压、冷却功能,密炼温度为80-220℃,密炼气压为0.3-2mpa。8.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述破碎设备筛网孔径为φ1-φ8mm。9.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述挤出机具备加热和冷却功能,挤出机预热温度为60-180℃,冷却温度为-5℃-15℃。10.根据权利要求1所述的各向异性橡胶复合稀土永磁取向成型工艺,其特征在于,所述磁场是接通电磁铁产生的1-3t特斯拉电磁场,磁场磁头上、下磁极分别为n、s极。
技术总结
本发明属于磁性材料技术领域,公开了一种各向异性橡胶复合稀土永磁取向成型工艺。本发明的各向异性橡胶复合稀土永磁取向成型工艺包含以下步骤:(1)将粘结剂、辅助材料以及磁粉通过密炼工艺混炼均匀,将混炼后的料用破碎设备破碎成颗粒或者粉状;(2)将破碎后的料用挤出机挤出成型,成型工艺流程为:
技术研发人员:杜军杰 赵宇航 曹江
受保护的技术使用者:横店集团东磁股份有限公司
技术研发日:2021.10.12
技术公布日:2022/2/8
声明:
“各向异性橡胶复合稀土永磁取向成型工艺的制作方法” 该技术专利(论文)所有权利归属于技术(论文)所有人。仅供学习研究,如用于商业用途,请联系该技术所有人。
我是此专利(论文)的发明人(作者)
 1029
编辑:北方有色网
来源:横店集团东磁股份有限公司
1029
编辑:北方有色网
来源:横店集团东磁股份有限公司



 咨询细节
咨询细节













































































 2026年08月06日 ~ 08日
2026年08月06日 ~ 08日 




















